










 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
Permalink
Introducción
El frijol (Phaseolus vulgaris) es una de las leguminosas más consumidas a nivel mundial (Ávila Miramontes et al., 2014). En Costa Rica, durante el ciclo 2021-2022, se estimó una cosecha de 3621 ha con una proporción de frijol rojo de 76 % y frijol negro de 24 % (Elizondo Mora, 2021). El consumo aparente de frijol en Costa Rica es de 53 000 t/año, de las cuales un 80 % es importado. Nicaragua es el mayor proveedor de frijol rojo, mientras que Estados Unidos lo hace para el frijol negro (Elizondo Mora, 2021). Para el año 2022, el país importó cerca de 5231 t de frijol por declaratoria de desabasto, un 37 % más que el año 2021 (Pomareda García, 2022).
El consumo de frijol ha disminuido a través de los años. Durante el periodo entre 2009 y 2019, se obtuvo una merma de 3 % anual. Lo anterior generó que el consumo promedio diario disminuyera de 43-47 g a 25 g por persona al día (Barquero, 2019). Esta disminución en el consumo del frijol presenta diversas causas, entre ellas: extensos tiempos de cocción del grano, el estilo de vida actual y la intolerancia a carbohidratos no digeribles presentes en dicha leguminosa (Guzmán-Soria, 2019). En paralelo a la reducción del consumo del frijol en grano, el consumo de frijol molido o procesado presenta incrementos del 5 % anual, lo que representa un 10 % de la venta total de frijol en el país (Valerín Román, s.f.).
La dureza del frijol influye en el tiempo de cocción que el grano necesita para obtener una textura aceptable. Un grano de frijol endurecido se produce por un mal manejo postcosecha, como la exposición a una alta humedad y temperatura, o largos periodos de almacenamiento (Perera et al., 2023). El endurecimiento de los frijoles genera pérdidas económicas para los productores, debido a una baja calidad del grano. En Costa Rica, el tiempo de cocción es regulado por el Reglamento Técnico RTCR:384: Frijol en Grano (Presidencia de la República et al., 2004). Dicho reglamento indica que para granos calidad 1, el tiempo de cocción debe ser de 95 min o menos; mientras que en granos calidad 2, el tiempo de cocción es de 126 min o menos.
El método establecido por el Reglamento Técnico RTCR:384: Frijol en Grano (Presidencia de la República et al., 2004) para la medición de dureza en frijol cocido, indica que a los 65 min de cocción en agua en ebullición, sin desconectar la fuente de calor, se debe tomar al azar cincuenta granos enteros y oprimirlos uno a uno entre los dedos índice y pulgar, al ejercer una presión moderada. Si el porcentaje de frijoles cocidos es inferior al 96 %, se tapa el recipiente y se continúa con la prueba a los 80, 95, 110 y 126 min. La metodología descrita podría presentar un riesgo de alta subjetividad, que depende del criterio y la experiencia de la persona analista que realiza la medición, lo cual podría producir conclusiones erróneas.
Diferentes metodologías instrumentales han sido utilizadas con la finalidad de determinar la textura del frijol (Chigwedere et al., 2018; Mencía Guevara et al., 2020; Mendes et al., 2011; Pallares Pallares et al., 2018; Revilla & Vivar-Quintana, 2008). El principio fundamental de estas es ejercer una fuerza, a una velocidad específica, sobre el grano hasta una compresión determinada, con la finalidad de evaluar la dureza de este. Sin embargo, las metodologías difieren en algunos casos en varios aspectos como la geometría de la sonda empleada (instrumento que ejerce la fuerza sobre el alimento), la cantidad de muestra, el número de repeticiones y el porcentaje y la velocidad de compresión. Lo anterior es resultado de que no se haya establecido un método instrumental estándar para dicha medición.
Para lograr establecer un método instrumental es necesario determinar el número de tamaño de muestra que se necesita para realizar el análisis, lo cual se relaciona con la cantidad de repeticiones por realizar. Una de las formas para determinar dicha variable es utilizar el análisis de potencia de la prueba (Lakens, 2022). Esta estrategia es reconocida en diferentes estudios como un método práctico y confiable para garantizar que el experimento tiene la sensibilidad suficiente para detectar una diferencia que es de interés, pero no demasiado para conducir a gastos en recursos (como tiempo y muestra) y el potencial de identificar diferencias que no son útiles (Brysbaert, 2019; Casler, 2018; Meyners et al., 2020). De esta manera, se podría estandarizar las diferentes metodologías identificadas en los estudios previos donde se realiza determinación de dureza instrumental en frijol.
El objetivo de este trabajo fue determinar un posible método instrumental para la medición de dureza en frijol entero cocido, con base en un análisis de dureza de dos marcas de frijoles enlatados comercializados en Costa Rica.
Materiales y métodos
Periodo experimental y locación del proyecto
Este proyecto fue desarrollado entre los años 2020 y 2021. Los análisis de dureza fueron realizados en el Laboratorio de Química de la Escuela de Tecnología de Alimentos de la Universidad de Costa Rica en San Pedro de Montes de Oca, San José, Costa Rica.
Materia prima
Se seleccionaron dos marcas de frijoles (Phaseolus vulgaris L.) de tipo mesoamericano cocidos enlatados (A y B), cada una de ellas disponible en dos tamaños de envase (420 g y 823 g) de frijol entero enlatado, comercializadas en los establecimientos comerciales detallistas de mayor presencia en Costa Rica. Se obtuvieron tres lotes diferentes por cada combinación (marca y tamaño). Cada lote correspondió a tres envases independientes con lotes de producción diferente. Los frijoles enlatados fueron trasladados hasta la Universidad de Costa Rica y almacenados en condiciones ambientales hasta su análisis.
Análisis de dureza
Las mediciones de dureza se realizaron con un texturómetro de celda ajustable (TA XT plus Texture Analyzer de Stable Microsystem®), acoplado a una computadora con el Software Exponent Stable Microsystem 6.1.16.0., equipado con una sonda cilíndrica de cara plana de 50 mm de diámetro. La compresión se realizó a una velocidad de 1 mm/s hasta alcanzar una compresión de 75 % del frijol. Dichas condiciones se seleccionaron con base en estudios previos (Chigwedere et al., 2018; Pallares Pallares et al., 2018; Revilla & Vivar-Quintana, 2008). La medición de la dureza se realizó al colocar cinco frijoles en el centro de la base, de manera que se abarcara la menor cantidad de superficie posible. Para cada combinación de marca y tamaño se realizó la medición de la dureza treinta veces.
Diseño experimental
Se empleó un diseño de tratamientos factorial 22, en el que los dos factores del diseño experimental fueron la marca de frijoles cocidos enlatados y el tamaño del envase. Los niveles en cada factor se consideraron como marca: A y B, y tamaño: 420 g y 823 g. Se consideraron como repeticiones las treinta mediciones de dureza para cada combinación de factores.
Análisis estadístico
A los datos obtenidos se les aplicó la prueba de Kolmogorov-Smirnov y la prueba de Levene para comprobar los supuestos de normalidad y homocedasticidad, respectivamente (Flores Tapia & Flores Cevallos, 2021). Al no cumplir con dichos supuestos, se realizó una transformación logarítmica de la variable respuesta (dureza) y se comprobó que los supuestos se cumplieran. Los datos transformados se analizaron mediante un análisis de varianza (ANDEVA), seguido de la prueba de Tukey como comparación de medias en los casos donde se detectaron diferencias significativas.
Se estudió la potencia de la prueba, para ello se consideró Δi (ecuación 1) como el tamaño del efecto estandarizado de cada uno de los componentes de varianza, donde Δ1 es la diferencia mínima significativa estandarizada, Δ2 efecto estandarizado de la interacción entre los factores, Δ3 la desviación estandarizada del error.

Donde:


Donde μD es la diferencia mínima a detectar y σE la estimación de la variabilidad dentro de los tratamientos, también conocido como cuadrado medio residual.
Para determinar el valor de la diferencia mínima a detectar se realizaron pruebas sensoriales con siete panelistas no entrenados. Estas personas debían tener como requisito ser consumidoras de frijol y tenían como objetivo evaluar la textura y sabor. Los frijoles utilizados para estas pruebas fueron sometidos a una cocción durante 55, 65, 80, 92, 105 y 118 min en 1500 mL de agua destilada en un recipiente con tapa de capacidad de 4 L. La cocción se realizó en cocina de gas, de forma que la ebullición fuera continua. Se añadieron 500 g de frijol a la olla con agua en ebullición y se continuó el calentamiento hasta alcanzar de nuevo el punto de ebullición, se tapó la olla y se registró ese punto como el tiempo cero. Lo anterior se basó en la metodología descrita en el Reglamento Técnico RTCR:384: Frijol en Grano (Presidencia de la República et al., 2004).
Los resultados sensoriales mostraron la existencia de dos grupos de muestras: uno que corresponde a los tiempos 55 y 65 min, en los que hay discriminación de textura por parte de las personas y otro que corresponde a los tiempos de 80, 92, 105 y 118 min, en los que no se logra discriminar la textura de las muestras. El valor de 40,4 N corresponde a la diferencia entre las mediciones de textura instrumental entre los tiempos de 65 y 80 min, es decir, entre los tiempos donde los panelistas lograron discriminar y los tiempos donde no lograron discriminar la textura de las muestras. Este valor (40,4 N) se estableció como la diferencia mínima a detectar; posterior a la definición de este valor, se estimó la cantidad de repeticiones requeridas para asegurar una potencia de la prueba del 90 % (Lakens, 2022).
El análisis descrito se realizó a un nivel de significancia del 5 %, con el lenguaje de programación estadístico R 4.3.2 (R Core Team, 2023), bajo la interfaz de desarrollo integrado Rstudio 2023.9.1.494 (Posit Team, 2023), para el estudio de las potencias de la prueba se usó el paquete BDEsize (Chung & Lim, 2021).
Resultados
Con base en los resultados obtenidos del análisis de varianza, se determinó que no existe interacción entre el factor de marca y el factor de tamaño de lata, así como tampoco hay diferencias significativas en el factor de tamaño de lata, ya que se obtuvieron valores de p = 0,1697 y p = 0,4016, respectivamente. Se encontraron diferencias significativas (p < 0,05) en el factor de marca (p = 4,076X10-7), cuyas diferencias evidencian que la marca A presenta valores de dureza menores a los obtenidos por la marca B (Figura 1). El valor promedio de dureza para la marca A fue de 97,50 N, mientras que el valor de dureza promedio para la marca B fue de 108,56 N. Los resultados anteriores con una potencia de prueba del 99 %.
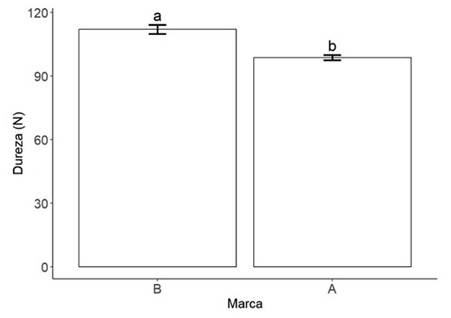
Figura 1 Promedio de la dureza (N) según marca de frijol (Phaseolus vulgaris L.) enlatado. Centro Nacional de Ciencia y Tecnología de Alimentos, Costa Rica, 2020.
Mediante el análisis de potencia de la prueba fue posible obtener la cantidad de repeticiones necesarias para realizar la medición de dureza (Figura 2). Con una potencia del 90 % se requiere un total de dieciséis repeticiones. De igual manera, los valores del número de muestra varían entre 12 y 27 al considerar una potencia de 80 % y 99 %, respectivamente.

Discusión
Las diferencias encontradas en los valores de dureza de los frijoles enlatados entre la marca A y la marca B son esperables, debido a que las condiciones de proceso de las dos empresas pueden variar según lo establecido por las personas encargadas de diseñar los procesos térmicos aplicados. Las variables de temperatura y tiempo utilizadas durante el proceso de autoclavado del frijol generan un impacto directo en la textura del grano (Wainaina et al., 2021). Operaciones preliminares como el remojo o la precocción antes del proceso térmico en autoclave también tienen un efecto sobre la dureza del frijol cocido (Perera et al., 2023).
En la operación de remojo el grano de frijol se suaviza debido a una activación enzimática de la pared celular. Además, se generan cambios en compuestos específicos como la reducción de la polimerización del ramnogalacturonano I y el aumento en la solubilidad de varios polisacáridos como el poligalacturano y galactano (Miano & Esteves Duarte Augusto, 2018). Lo anterior genera una uniformidad en la textura en todo el grano, una mejor transferencia de calor y la inactivación de compuestos anti-nutricionales. Esto se traduce en una reducción del tiempo de proceso (Miano & Esteves Duarte Augusto, 2018). Por este motivo, si una empresa difiere en realizar o no el remojo, o bien utilizar diferentes tiempos de remojo, afectaría de forma considerable la textura del frijol cocido.
La combinación tiempo y temperatura utilizada durante el autoclavado de las latas de frijol, podría ser la principal causa del suavizamiento de los granos (Wainaina et al., 2021). Esto debido a que se producen cambios moleculares durante la cocción como lo son la desnaturalización de las proteínas, gelatinización del almidón y la tasa de solubilización de la pectina (Chigwedere et al., 2018; Wainaina et al., 2021). Lo cual resulta en un ablandamiento de los tejidos durante dicho proceso.
A nivel de proceso térmico, para alcanzar esterilidad comercial en un producto de baja acidez (pH > 4,6) es necesario considerar una letalidad (F0, temperatura de referencia de 121,1 °C y valor Z = 10 °C) de mínimo 6 min basado en el microorganismo Clostridium sporogenes (Holdsworth & Simpson, 2016). El proceso térmico desarrollado por las empresas evaluadas podría variar en tiempo y temperatura, siempre y cuando se cumpla al menos con el F0 mencionado. Esta modificación en las condiciones de proceso podría generar cambios en la textura de los frijoles cocinados y, por ende, en la variable dureza.
Los parámetros de calidad definidos para cada producto son cruciales y propios de cada empresa. Si la empresa no tiene definidos parámetros como las buenas prácticas agrícolas, la calidad de recibo de materia prima o incluso las condiciones de almacenamiento, podría favorecer el endurecimiento del frijol. Este efecto de endurecimiento afecta el tiempo de proceso de cocción para alcanzar una textura adecuada. Incluso aún, si el frijol ha sido remojado en una operación unitaria previa (Wainaina et al., 2021). Además, otros factores propios del grano como el tamaño, el cual puede variar entre < 15 g 90 g / 100 semillas, también podrían influir en las mediciones realizadas (Voysest, 1983). El factor de marca estudiado en esta investigación engloba todas estas condiciones antes mencionadas, así como aquellas relacionadas al proceso térmico de autoclavado. Lo anterior evidencia que las diferencias significativas encontradas en el análisis estadístico eran esperadas.
Al no haber un efecto significativo en la interacción tamaño y marca, se evidencia que ambos niveles afectan de forma independiente la variable respuesta, en este caso la dureza. En el factor de tamaño de lata no se encontraron diferencias significativas. Lo anterior podría ocurrir debido a que las empresas evaluadas poseen tratamientos térmicos independientes para tamaños de lata diferentes, de forma que la calidad del frijol autoclavado sea la misma de manera indiferente del tamaño del envase. Si las empresas utilizaran el mismo tratamiento térmico para todos los tamaños, las latas de menor tamaño estarían sobreprocesadas, ya que el calor penetra de forma más eficiente a todo el contenido de alimento en el envase (Holdsworth & Simpson, 2016). Lo cual generaría una menor dureza en los granos de frijol (Perera et al., 2023).
En cuanto al análisis de potencia, es común encontrar estudios con valores preestablecidos de α = 0,05 % y de potencia = 80 %. No obstante, es necesario realizar una justificación del uso de esos valores para cada investigación en específico (Lakens et al., 2018). Los datos reportados en la Figura 2, permiten a la persona encargada del análisis seleccionar el valor de potencia a trabajar y, por ende, la cantidad de muestra necesaria para realizar el experimento. Un valor de potencia del 90 % (16 repeticiones), permite disminuir la posibilidad de cometer error tipo II, en comparación a una potencia del 80 %. Esto con solo un aumento de cuatro repeticiones en la ejecución del experimento.
En caso de considerar un valor de potencia del 99 % en el análisis de dureza del frijol, el número de repeticiones aumentaría de 16 a 27. Esto genera costos mayores en el análisis, ocasionados por un aumento en la cantidad de frijoles utilizados y una mayor duración del análisis total. Por este motivo, las personas encargadas del análisis, deben realizar un estudio cuidadoso de los costos asociados a incrementar el tamaño de muestra versus los beneficios de menores tasas de error (Lakens, 2022). En estudios extensos donde hay muchas repeticiones, la probabilidad de observar error tipo I es muy baja, pero la probabilidad de observar resultados mixtos aumenta. En estos casos, es ideal buscar estudios con bajas tasas de error tipo II (Lakens, 2022).
Los datos obtenidos en este análisis muestran diferencias respecto a la cantidad de repeticiones realizadas en otras investigaciones. En el caso de los estudios realizados por Chigwedere et al. (2018) y Pallares Pallares et al. (2018), se definieron veinte repeticiones. Para el análisis de dureza en frijol Mendes et al. (2011) utilizaron cinco repeticiones. La misma cantidad de repeticiones (5) fueron realizadas por Mencía Guevara et al. (2020). En otro estudio, Revilla & Vivar-Quintana (2008), determinaron para su análisis ocho repeticiones. En todos los casos, se difiere respecto a lo encontrado en este estudio (16 repeticiones). Además, ninguno de los estudios mencionados en este párrafo cuantifica una diferencia mínima a detectar ni una potencia de la prueba para sus ensayos, lo cual ratifica la importancia de reportar la potencia de la prueba para así tomar como referencia una cantidad de repeticiones basado en la teoría estadística y no en la subjetividad (González Lutz, 2008).
Las variaciones reportadas en las metodologías no permiten la estandarización de los resultados, por lo que definir un nivel de potencia para la prueba específica, permitiría mantener una cantidad de muestra estándar para el análisis de dureza en frijol. Esto se lograría sin la necesidad de utilizar recursos de más, es decir, de una forma eficiente.
Conclusiones
El presente estudio permitió determinar un método instrumental para la medición de dureza en frijol entero, en el cual se utilizaron dieciséis repeticiones con una potencia de la prueba del 90 %. Este es un posible análisis instrumental que complementa o sustituye los análisis sensoriales actuales que podrían presentar alta subjetividad. Además, para las muestras de frijol enlatado evaluadas, el factor de marca presentó un efecto significativo sobre la dureza determinada de manera instrumental de los frijoles que fueron tratados térmicamente en sus respectivas empresas, no así el tamaño de envase empleado, lo cual refleja la variabilidad que puede existir entre los procesos productivos y el manejo del grano desde la cosecha hasta el almacenamiento en las diferentes compañías, condiciones que pueden afectar la dureza del frijol y se engloban en el factor de marca. Se recomienda evaluar posteriormente los subfactores que se engloban dentro del factor marca, con el fin de comprobar si el método instrumental desarrollado en este trabajo es apto para su estandarización a nivel local. Finalmente, se incentiva a reportar la potencia de la prueba en futuros estudios con el fin de contrastar lo encontrado en el presente trabajo con respecto a la cantidad de repeticiones para el análisis instrumental de la dureza de granos de frijol.

