











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
Permalink
Introducción
Para adecuarse a los retos impuestos por las metas de desarrollo sostenible establecidas por la Organización de las Naciones Unidas (ONU), el sector forestal ha tenido que introducir innovaciones importantes en el aprovechamiento de los recursos naturales y la industria de transformación de la madera, así como dirigir esfuerzos hacia la disminución del consumo energético (1, 2). Dentro de este contexto, se ha identificado que uno de los problemas de mayor importancia para la industria forestal es la gran inversión de energía que conlleva la extracción de la humedad de la madera, este proceso es de vital importancia debido a que influye directamente sobre su preservación, durabilidad y propiedades físico-mecánicas. Se ha estimado que un secado típico de coníferas a partir de la condición verde (madera recién cosechada) consume entre 0,64 y 0,73 kWh L-1 de agua evaporada, necesitando entre 150 y 215 horas (6 a 9 días) para completar el proceso (3).
En la industria venezolana, se extrae la humedad de la madera empleando cámaras de secado calentadas a través de calderas que utilizan combustible fósil para su funcionamiento, con la subsecuente emisión de gases efecto invernadero, en otros países pueden emplear gas o biomasa. Este proceso consume mucho tiempo y energía debido a que el secado se basa en el calentamiento por conducción, el cual se inicia en la superficie de las piezas, teniendo que vencer la resistencia térmica del material para alcanzar su centro, razón por la cual hay que ser muy cuidadoso para evitar el sobre secado de las regiones superficiales y mantener la integridad estructural (4, 5). Esta metodología está bien caracterizada y a pesar de los problemas de eficiencia debido a las pérdidas inherentes a los fenómenos de transferencia de calor, se han podido establecer horarios de secado con rigurosos controles de temperatura para prevenir los defectos por pérdida de agua, además de tener la capacidad de procesar altos volúmenes de madera en una sola carga.
A escala de laboratorio, bien sea con fines de investigación o para control de calidad y procesos, se requiere secar probetas de madera para realizar diferentes tipos de ensayos físico-mecánicos, para lo cual se emplean estufas u hornos eléctricos que deben permanecer encendidos veinticuatro horas al día. Aunque el volumen de material es mucho menor, la forma en que se lleva a cabo el secado es la misma y conlleva un consumo de energía que podría alcanzar los 28,8 kWh día-1, requiriéndose en el mejor de los casos de dos a tres días para completar el proceso (1).
Dentro de este contexto, en la búsqueda de una mayor eficiencia y sostenibilidad, se ha planteado la posibilidad de utilizar fuentes de energía alternativa para extraer la humedad de la madera. Una de las opciones más frecuentemente utilizadas, sustentadas dentro de los preceptos de la química e ingeniería verde, es la radiación de microondas, la cual está siendo empleada a escala industrial para la esterilización y secado de los más diversos materiales (5, 6). Su principal ventaja es que este tipo de energía radiante calienta volumétricamente, de manera uniforme y con una eficiencia de 50 a 70 %, en comparación con el 10 % de los hornos convencionales (7, 8). Esto se debe a que actúa directamente sobre las moléculas de agua, lo cual permite alcanzar la temperatura adecuada para extraer la humedad de la madera mucho más rápido que el secado convencional y, debido a que no es necesario vencer la resistencia térmica, llega más eficientemente al interior de las piezas (4). Adicionalmente, se ha comprobado que la radiación de microondas puede ser utilizada como un método muy efectivo y eficiente en el tratamiento fitosanitario de la madera, cumpliendo además con las exigencias sanitarias establecidas internacionalmente (8, 9).
La metodología de secado empleando microondas ha sido estudiada en especies como roble blanco (Quercus alba), pino noruego (Pinus abies) y otras coníferas de zonas templadas, comprobando su mayor eficiencia energética y disminución del tiempo de secado, así como la conservación de las propiedades físico-mecánicas de la madera al compararlas con el secado convencional (10,11,12,13). Con respecto al pino caribe (Pinus caribaea var. hondurensis), el cual es de particular interés debido a que representa aproximadamente el 84,6 % de la producción de madera en rolas en Venezuela y es la más económica disponible para las carpinterías en el país (14), el único estudio que se ha encontrado en la literatura es el realizado por Benítez-Díaz y Gutiérrez-Gotera (1), quienes determinaron el factor seco en astillas para la elaboración de pulpa para papel, utilizando un horno de microondas doméstico, logrando reducir el tiempo total de análisis en 90 % y el consumo de energía en 99 %.
Esta investigación pretende desarrollar un método de secado a escala de laboratorio, para probetas de madera de Pinus caribaea var. hondurensis (Sénécl.) W. H. Barrett & Golfari (pino caribe), utilizando radiación electromagnética en el rango de las microondas, alrededor de 2,45 GHz, suministrada a través de un horno de microondas doméstico (HMO). Con la finalidad de evaluar los efectos que la exposición a la energía radiante pudiera tener sobre la estructura y propiedades de la especie empleada, se realizarán algunos estudios de anatomía y pruebas de resistencia paralela al grano.
Materiales y métodos
Materiales y equipos
El material de estudio está representado por madera de pino caribe obtenida de las plantaciones de Uverito, Estado Monagas, Venezuela. Las muestras estaban constituidas por probetas de 2,5 cm de espesor x 2,5 cm de ancho x 10 cm de largo provenientes de un mismo individuo, evitando la presencia de nudos y/o médula, aserradas con sierra cinta y seccionadas con la tronzadora. Se seleccionaron al azar un total de 60 probetas, que fueron dispuestas en 4 grupos de 15 para llevar a cabo el trabajo experimental, como se indica en las secciones siguientes. Es importante destacar, que se empleó sólo un individuo debido a que este trabajo constituye la primera aproximación en la caracterización del secado por microondas en pino caribe a escala de laboratorio (empleando probetas), razón por la cual se hace necesario limitar el número de variables inherentes a la naturaleza de la madera.
Con la finalidad de alcanzar el contenido de humedad verde, las probetas se sumergieron en agua durante dos semanas. Luego, antes de iniciar los procesos de secado, las muestras se orearon durante 24 h sobre hojas de papel bond, para retirar el exceso de humedad. Las muestras fueron manipuladas con pinzas durante todo el proceso para evitar alteraciones de los pesos.
Para las pruebas de secado y propiedades físico-mecánicas se utilizaron los siguientes equipos: Horno de microondas doméstico marca Panasonic modelo N° NN-ST678S, 60Hz, 12,7 A, 120 V. Desecador de vidrio con silicagel. Estufa de convección forzada marca Germany GLOBE modelo DOD - A 053 Drying Oven. Balanza digital ANDEK 1200A con exactitud de 0,001 g. Prensa universal para ensayos mecánicos marca WOLPERT, máxima capacidad 5 Ton, modelo U5. Termómetro infrarrojo digital marca FLUKE, modelo 566/568.
Para el estudio de anatomía se utilizaron los siguientes reactivos: safranina y alcohol al 50 % (1:1). Etanol (50 %, 70 %, 75 %, 95 %), alcohol-xilol y xilol, y bálsamo de Canadá. Equipos: Micrótomo. Microscopio óptico marca Leica, modelo Galen III. Cámara digital Pixelink (PL-B681C) acoplada a un microscopio óptico Nikon, modelo Eclipse E200.
Secado en estufa
Se seleccionaron al azar 15 probetas, que se identificaron como grupo control 1 (C1, condición seca al horno), luego de pesarlas y tomar este peso como peso húmedo (Ph), fueron secadas a 103 ± 2 °C durante 24 h en estufa a convección forzada e introducidas en un desecador hasta llegar a temperatura ambiente. Paso seguido, se pesaron y llevaron a estufa durante 2 h para luego dejar enfriar en el desecador y pesarlas nuevamente. Este paso se repitió hasta obtener un peso constante, el cual se tomó como peso seco (Ps). El grupo C1 se mantuvo en el desecador hasta realizar los estudios físico-mecánicos. Otras 15 probetas, designadas como grupo control 2 (C2, condición en equilibrio higroscópico), se secaron siguiendo el mismo procedimiento descrito anteriormente, pero después de llegar a peso constante se almacenaron en el cuarto de acondicionamiento a 65 % humedad relativa y 20 °C, hasta alcanzar el equilibrio higroscópico cuando fueron pesadas nuevamente (peso en el equilibrio higroscópico, Peh). Se determinó el contenido de humedad en porcentaje (CH) para C1 según la ecuación 1 y el contenido de humedad en el equilibrio higroscópico (CHeh) para el grupo C2 según la ecuación 2.
Secado en HMO
Para el secado con HMO se diseñó un esquema de calentamiento por pulsos electromagnéticos y tiempos de descanso, que se muestra en la cuadro 1, tomando como punto de partida el procedimiento previamente desarrollado por Benítez-Díaz y Gutiérrez-Gotera (1). Esta prueba se realizó sobre 15 probetas expuestas a la radiación en grupos de 5, al conjunto se llamó grupo experimental 1 (E1, condición seca al HMO). Durante este procedimiento se determinó la humedad perdida en cada paso sucesivo de secado (%Hp), de acuerdo a la ecuación 3.
Donde:
Ph = peso húmedo (g), obtenido antes de iniciar el proceso
Ps = peso seco (g), obtenido al llegar a peso constante
Pi = peso en cada paso de secado
Con los datos recopilados se construyó una curva de pérdida de humedad vs tiempo acumulado de exposición al microondas, con la finalidad de obtener una ecuación que describa el comportamiento del proceso.
Posteriormente, utilizando la ecuación de la curva, se calculó el tiempo de secado al HMO necesario para dejar las probetas alrededor de 12 % de humedad y se procedió al secado de las mismas. Esta prueba se realizó sobre 15 probetas, sometidas al microondas en grupos de 5, al conjunto se llamó grupo experimental 2 (E2, condición en equilibrio higroscópico). Al finalizar el proceso fueron mantenidas en el cuarto de acondicionamiento hasta alcanzar el equilibrio higroscópico.
Las temperaturas alcanzadas después del calentamiento en el HMO, se midieron sobre una probeta testigo seleccionada al azar, utilizando un termómetro infrarrojo, justo al momento de abrir la puerta del horno.
Anatomía de la madera
Se realizó un estudio anatómico comparativo entre las probetas del grupo E1 (condición seca al HMO) y C1 (condición seca al horno), incluyendo también la condición seca al aire como un control adicional. Se midió el diámetro de los conductos resiníferos longitudinales (DCl) y transversales (DCt), la altura de los radios (ARd) y los grosores de las paredes de las traqueídas (GPt). Para tal fin, se prepararon láminas para observación microscópica de las secciones transversal, radial y tangencial de acuerdo al siguiente procedimiento: cada probeta se ablandó en agua hirviendo (4 - 8 h); posteriormente, se realizaron cortes con un micrótomo de deslizamiento para obtener láminas de 25 a 30 µm de espesor, las cuales fueron teñidas con una solución de safranina y etanol al 50 % durante 4 h. Paso seguido, se deshidrataron por inmersiones sucesivas en etanol de concentración creciente (50 %, 10 min; 70 %, 10 min; 75 %, 10 min; 95 % 2h), alcohol-xilol (45 min) y xilol (2 - 3 h); finalmente, las láminas se montaron utilizando bálsamo de Canadá como elemento adhesivo. La determinación de las características cuantitativas se basó en lo indicado por IAWA Committee (15) en cuanto a definiciones y procedimientos. Se tomaron micrografías con una cámara digital a los caracteres más resaltantes en el análisis comparativo entre las condiciones E1 y C1.
Densidad
Se determinó la densidad (ρ) de cada grupo de probetas, en la condición inicial (verde) y las condiciones finales (secas al HMO o estufa), siguiendo el procedimiento establecido en la Norma DIN-52182 (16). El ensayo se realizó en 15 probetas de cada grupo y se reportó en kg m-3.
Resistencia a la compresión paralela al grano
Las pruebas de compresión paralela al grano se realizaron siguiendo la norma ASTM (American Society for Testing Materials) D143/253-260 (17). Posteriormente, se construyó la curva de resistencia paralela al grano donde se identificó el esfuerzo al límite proporcional (ELP kg m-2), la resistencia máxima (RM kg m-2) y el módulo de elasticidad (MOE kg m-2). Para dicha construcción, cada 100 kg de carga se hizo la lectura de la deformación y se construyó la curva carga (kg) vs. deformación (m). Las cuales se calcularon según las ecuaciones 4, 5 y 6:
Donde:
P 1 = carga al límite proporcional (kg)
P 2 = carga máxima o de ruptura (kg)
A = área de la sección transversal de la probeta antes de realizar el ensayo (m2 )
L = distancia sobre la cual se midió la deformación (m)
δ = deformación de la probeta hasta el límite proporcional (m)
Expresión de los resultados
Todos los resultados fueron reportados como el promedio más o menos la desviación estándar  con su coeficiente de variación (CV) y se realizó un análisis de varianza (ANOVA de una vía) empleando el programa GraphPadInStat. Para los estudios anatómicos se empleó el mismo procedimiento y las diferencias significativas se determinaron por la prueba de Tukey.
con su coeficiente de variación (CV) y se realizó un análisis de varianza (ANOVA de una vía) empleando el programa GraphPadInStat. Para los estudios anatómicos se empleó el mismo procedimiento y las diferencias significativas se determinaron por la prueba de Tukey.
Resultados y discusión
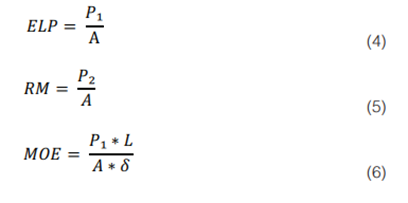
Se desarrolló una metodología de secado de probetas de madera de pino caribe utilizando un HMO doméstico, el cual está basado en calentamiento por pulsos de radiación de corta duración seguida de períodos de descanso, como se muestra en la Cuadro 1. Se utilizó como punto de partida un procedimiento previamente utilizado por Benítez-Díaz y Gutiérrez-Gotera (1) para la determinación del factor seco en astillas de pino caribe, siendo éste el trabajo más recientemente publicado en el cual se emplea radiación de microondas sobre esta especie. Éstos coinciden en destacar, junto a otros autores, que los periodos de enfriamiento son sumamente importantes para evitar el sobrecalentamiento y la degradación térmica de las piezas sometidas al HMO, sobre todo en presencia de nudos o si el contenido de resina es alto (11). Los pasos del 1 al 3 (cuadro 1), son los de mayor tiempo de exposición a la radiación (3 min), el cual se va acortando a medida que el proceso avanza, primero a 2 min (pasos del 4 al 6), luego a 1 min (paso 7) y finalmente 30 s (pasos 8 al 11). En los primeros pasos, cuando se pierde la mayor cantidad de agua, no es necesario introducir las probetas al desecador durante el período de descanso, debido a que su contenido de humedad es más alto que el del ambiente. Por el contrario, en los últimos cinco pasos las muestras fueron introducidas en un desecador debido a que pueden absorber humedad del ambiente durante el enfriamiento. El tiempo total del proceso alcanza 113 min, con una exposición al microondas de 18 min.
Cuadro 1 Esquema de secado en HMO para grupos de cinco probetas de pino caribe, el tiempo total del proceso fue de 113 min y tiempo total de irradiación fue de 18 min. Se muestra también el porcentaje de pérdida de humedad y tiempo acumulado de exposición al microondas.
Las temperaturas de las probetas durante el secado en HMO variaron entre 61 y 135 °C, aunque no se observó un patrón definido, encontrándose que en los pasos del 1 al 3 y del 4 al 6 la temperatura más alta se alcanzó cuando las probetas habían perdido la mayor cantidad de humedad, específicamente en los pasos 3 y 6. Es importante destacar, que estas medidas están afectadas de error debido a que no se tuvo la posibilidad de hacer la medición durante el pulso de radiación sino al finalizar éste después de abrir la puerta del horno. Se debe hacer la acotación de que durante los estudios preliminares, cuando se estaba ajustando el procedimiento, se observó en algunas muestras la aparición de puntos calientes, los cuales indican el inicio de la degradación térmica de la madera. Esto se debe a que las zonas de la pieza que tienen poco contenido de humedad y siguen siendo irradiadas, tienen altas probabilidades de convertirse en puntos de fuga térmica a pesar de que el factor de pérdida dieléctrica disminuya con la pérdida de agua (7,12). En este caso, podrían estar ocurriendo mecanismos hasta ahora no estudiados, diferentes a la rotación dipolar y conducción iónica, a través de los cuales la energía radiante es convertida en calor (18), este fenómeno merece ser estudiado con detenimiento en trabajos posteriores.
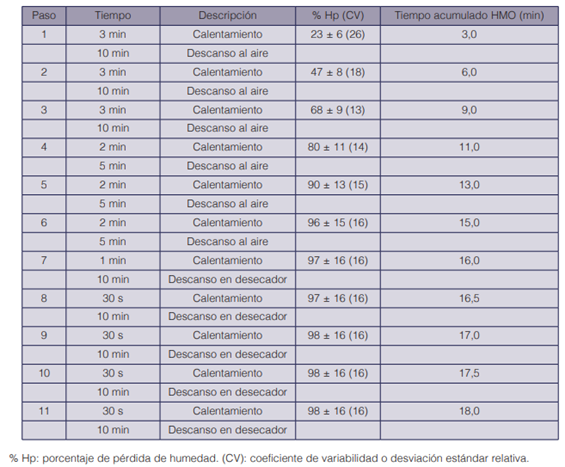
La correlación entre los porcentajes de pérdida de humedad y el tiempo acumulado de exposición a la radiación de microondas se muestra en la figura 1, el comportamiento de la curva es consecuencia de las distintas formas en que las moléculas de agua se encuentran dentro de la madera. La mayor pérdida de humedad ocurre en los primeros 9 min, con un descenso sostenido, que en promedio es del 22 %, durante este período se extrae el agua libre la cual tiene una fuerza de cohesión baja, además de ser la que se encuentra en mayor cantidad en la madera verde (19). Luego, aproximadamente a partir del minuto 11 la velocidad del secado comienza a disminuir y la curva deja de ser lineal, evidenciando un descenso en la velocidad de extracción de humedad debido a que se acerca al punto de saturación de la fibra (PSF, CH ~ 30 %), este tipo de agua es más difícil de retirar debido a que establece puentes de hidrógeno con los componentes de las paredes celulares, además se encuentra en menor proporción que el agua libre (19). A partir del minuto 15, la velocidad disminuye aún más y la curva se aproxima a un 100 % de pérdida de humedad hasta alcanzar el peso constante a partir de los 17 min, esto ocurre porque una vez que es retirada toda el agua que está adherida a las paredes celulares, todavía la madera contiene una pequeña cantidad de humedad que es llamada agua de constitución (7). Un comportamiento similar fue observado por otros autores, en diferentes especies y piezas de diversas dimensiones (1,13,20). El comportamiento de la curva de pérdida de humedad se ajusta a una ecuación de tercer grado (figura 1), que arrojó un coeficiente de correlación igual a uno (R2 = 1).
A partir de la ecuación de la curva (figura 1), se calculó el tiempo de exposición al microondas necesario para llevar las probetas a un CH aproximadamente del 12 %, el cual resultó ser de 12 min. Las probetas del grupo E2 fueron llevadas a esta condición empleando el procedimiento mostrado en el cuadro 1 hasta el paso 5 y luego fueron introducidas en el cuarto de acondicionamiento donde alcanzaron el EH en 2 días, a diferencias de las secadas en estufa hasta la condición seca al horno que lo alcanzaron en 4 días. Comprobándose que la curva describe adecuadamente el proceso y que tiene valor predictivo, estos resultados podrían constituir el punto de partida para la construcción de un modelo, que nos podría permitir calcular el tiempo de exposición necesario para alcanzar un contenido de humedad específico.
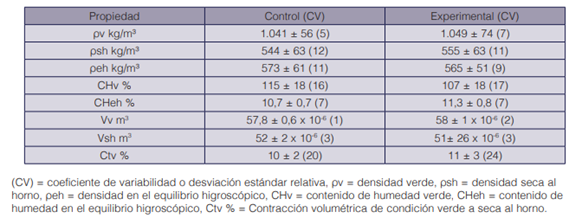
El cuadro 2 muestra las propiedades físicas de las probetas para las diferentes condiciones de humedad y secado, en ninguno de los casos se observan diferencias estadísticamente significativas entre los grupos control (C1 y 2) y experimental (E1 y 2). Los valores obtenidos coinciden, dentro del error, con los reportados por (14) para la misma especie, específicamente encontraron que ρv = 1126 ± 67 kg/m3 (CHv = 134 ± 33 %), ρsh = 564 ± 134 kg/m3 y la contracción volumétrica de la condición verde a seca al horno fue de 11 ± 3 %. Para la condición seca al aire, estos autores reportaron ρ = 600 ± 137 kg/m3 (CH =13 ± 1 %), concordando con los obtenidos para la condición HEH en el presente trabajo. Los resultados indican que la propiedades estudiadas no son afectadas por la exposición a la radiación de microondas, observaciones que están de acuerdo con las realizadas por otros investigadores para otras especies (10,11,12,13).
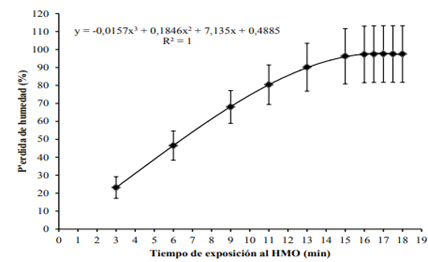
Figura 1 Porcentaje de pérdida de humedad versus tiempo de exposición al microondas, la curva se ajusta a un polinomio de tercer orden.
Cuadro 2 Comparación de las propiedades físicas de las probetas de los grupos control (C1 y 2) sometidas al secado convencional y experimental (E1 y 2) secadas en HMO (n = 15).
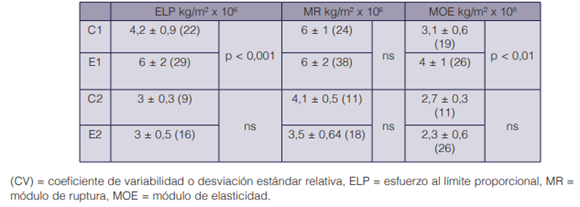
Los resultados de la evaluación de la compresión paralela al grano se muestran en la cuadro 3, comparando los grupos en las mismas condiciones de humedad. Para la condición seca al horno, el ELP de E1 (seca al HMO) resultó ser alrededor de 41 % mayor que el C1 (seca al horno), siendo esta diferencia estadísticamente muy significativa. El mismo comportamiento se observa para el MOE, siendo E1 cerca de 29 % mayor, mostrando una diferencia significativa; para la RM no se observó variación. Para los grupos en EH, no se observaron diferencias estadísticamente significativas, los valores para C2 y E2 son prácticamente iguales. Las diferencias observadas son las habituales de acuerdo al contenido de humedad, pero no se encontraron variaciones atribuibles a los métodos de secado, como se ha reportado en la literatura (10,11). No obstante, el grupo E1 tuvo un MOE y ELP significativamente mayores al grupo C1, esto pudo haber ocurrido por la presencia de probetas con una mayor proporción de madera tardía en el grupo E1, como consecuencia de su selección al azar, lo cual genera un incremento de la resistencia mecánica (11). En general, en todos los parámetros se obtuvieron resultados un poco más altos que a los reportados por (21), que evaluaron la compresión paralela a la fibra de pino caribe en individuos de 21 años con un CH de 12 %. Estos resultados concuerdan con lo reportado por (11), quienes realizaron un ensayo mecánico de dureza a probetas de pino y obtuvieron mayor resistencia en las muestras secadas hasta en HMO a temperaturas de 100 y 60 °C hasta un 8 % de contenido de humedad, a pesar de ser propiedades mecánicas diferentes. Por el contrario, (22) obtuvieron resultados opuestos en la evaluación otra propiedad mecánica como el esfuerzo de tensión paralela. De acuerdo a lo discutido anteriormente, se hace necesario realizar nuevos trabajos ampliando el espectro de propiedades mecánicas que deben ser evaluadas.
Cuadro 3 Comparación de los resultados de la prueba de compresión paralela al grano de los grupos C1 (seca al horno) y E1 (seca al HMO), y en el EH (C2 y E2) (n = 15).
En cuanto a las características anatómicas (cuadros 4 y 5), las diferencias observadas en DCl, DCt, ARd y GPt entre las muestras secadas al aire y las sometidas al proceso de secado al horno (C1) y en HMO (E1), no son significativas desde el punto de vista estadístico (Tukey, α = 0,01). Para el secado al horno, hubo sólo dos probetas donde las diferencias en el grosor de paredes de traqueidas fueron significativas y una en la que el diámetro de los conductos transversales presentó diferencias significativas. Con respecto al secado en microondas, las únicas diferencias observadas fueron en relación al diámetro de conductos transversales en tres probetas. En general podría decirse que no hay ningún efecto significativo de los grupos C1 y E1 con respecto a las muestras secadas al aire, las diferencias observadas pueden atribuirse al proceso de selección de muestras para la medición más que a los procesos de secado, ya que el comportamiento mostrado es más bien aleatorio. Por ejemplo, en una de las probetas secada al HMO el grosor de paredes de traqueidas fue mayor en la probeta secada al aire y en el otro caso correspondió a la probeta secada en estufa (cuadros 4 y 5). Por otra parte, es importante destacar que en el secado en HMO se observó la aparición o acentuación de agrietamientos espiralados en las paredes de las traqueidas longitudinales, es la única diferencia que pudiera atribuirse al método de secado. Generalmente, aquellas muestras secadas al aire que no presentaban agrietamientos los desarrollaron tras el proceso de secado al HMO (figura 2.1 ) y en las que presentaban agrietamientos se manifestaron de manera más acentuada tras el secado en microondas (figura 2.2). En el caso del grupo C1, la aparición de agrietamientos espiralados es de reducida a nula. Sin embargo, de acuerdo a los resultados obtenidos, esto no parece afectar las propiedades físicas y mecánicas estudiadas.
Cuadro 4 Características anatómicas de los grupos secados al aire y grupo C1 secado en estufa a convección forzada.
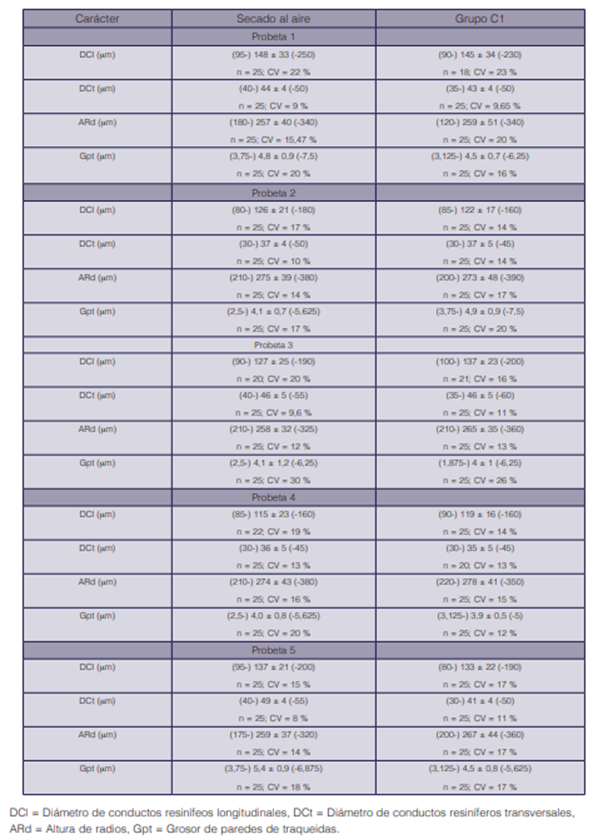
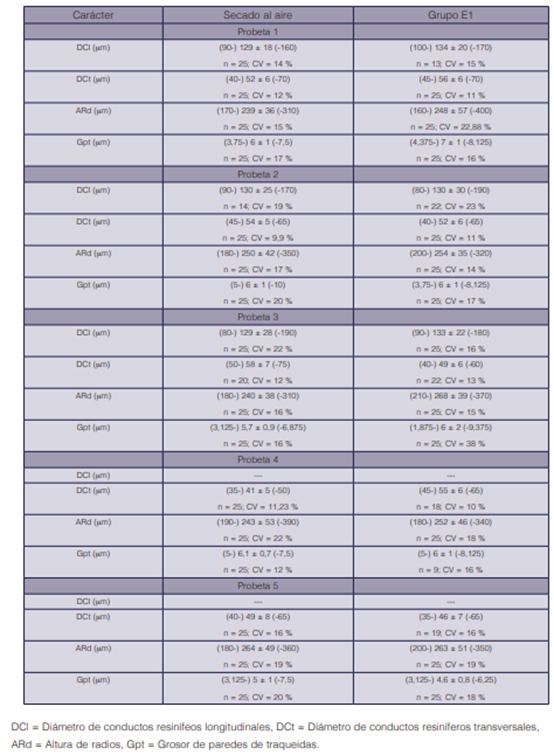
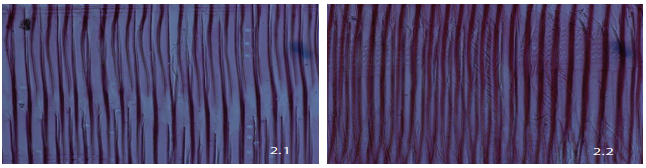
Figura 2 Muestra secada al aire (2.1), libre de agrietamientos espiralados, y secada en microondas con agrietamientos espiralados (2.2).
En la cuadro 6 se muestra una comparación del consumo energético de los métodos de secado. El cálculo se realizó en base a 30 probetas, debido a que ésta es la capacidad máxima de la estufa utilizada en los ensayos, lo que corresponde aproximadamente a 1,9 x 10-3 m3 de madera. La estimación se realizó a partir del consumo eléctrico nominal de cada instrumento, el tiempo invertido en el proceso y la cantidad de agua retirada. Se demostró que el proceso llevado a cabo en la estufa consume casi 12 veces más energía que en el HMO y se calculó que el tiempo total requerido disminuye de 27,0 h a 11,3 h. Se determinó que la cantidad de energía requerida para extraer un kg de agua de la madera de pino caribe utilizando el HMO es 92 % menor que la requerida en el proceso convencional. En este caso se obtuvo una eficiencia mayor a la del 80 %, reportada por (12) para otras especies de coníferas, o a la del 50 % encontrado por (8) para roble blanco (Quercus alba). Así mismo, el tiempo requerido para completar el proceso disminuye de 28,8 a 1,9 h/kg de agua retirada, lo que equivale a una disminución del 93 %, coincidiendo con varios autores que confirman una importante reducción en el tiempo de secado cuando se utiliza radiación de microondas (1,8,11,12,13).

Conclusiones
Se estableció un esquema de secado para probetas de pino caribe utilizando un horno de microondas doméstico como fuente alternativa de energía, el cual mostró ser mucho más eficiente que el método convencional de secado en estufa, tanto desde el punto de vista de consumo de energía como del tiempo empleado en el proceso. Los resultados obtenidos indican que la exposición a la radiación de microondas, no causa alteraciones en sus propiedades físicas y en la compresión paralela al grano en la especie estudiada, y que las diferencias anatómicas observadas no tienen repercusión alguna.
Se hizo una caracterización parcial del proceso de secado en HMO construyendo una curva de pérdida de humedad vs. tiempo de exposición, la cual mostró tener valor predictivo, pudiendo ser éste el punto de partida para modelar el proceso de secado de pino caribe empleando radiación de microondas.
La investigación y posterior implementación de métodos de secado de madera como el desarrollado en este estudio, utilizando fuentes de energía alternativa y enmarcado dentro de los preceptos de la Química e Ingeniería Verdes, contribuiría a incrementar la sostenibilidad de la actividad forestal a través del ahorro de energía, tiempo de proceso y disminución de las emisiones de gases efecto invernadero, haciendo también una pequeño aporte tendiente a la mitigación del cambio climático.
Agradecimientos
Expresamos nuestro agradecimiento al Laboratorio de Anatomía de Maderas de la Facultad de Ciencias Forestales y Ambientales de la Universidad de Los Andes, por la colaboración y aportes en la realización del trabajo, de la misma manera a las secciones de Ensayos y de Pulpa y Papel del LNPF-ULA. Agradecemos al Ing. Edder Pérez, Gerente General de Maderas del Orinoco, por su colaboración en el suministro de las muestras.

