










 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkIntroducción
La manufactura esbelta es un principio de la adminstración que es reconocido por ser muy eficiente en cuanto a la mejora continua de la productividad, la calidad del producto y el tiempo de entrega a los clientes (1)-(2). La aplicación del principio también sirve para identificar desperdicio con herramientas como el mapa de la cadena del valor.
Durante la realización de esta investigación se identificó la carencia de una herramienta que integrara el principio de la manufactura esbelta a las actividades logísticas. Por esa razón, se optó por un estudio que hiciera posible implementar los principios de manufactura esbelta, también llamada producción ajustada, a las actividades logísticas de una empresa. Se seleccionó una que se dedica a la producción de estructuras prefabricadas.
Se creó una herramienta innovadora que usa las fortalezas del mapa de la cadena de valor para detectar una serie de actividades que se ejecutan para cumplir con la solicitud del cliente, y registra el flujo de material e información. El aspecto más importante de la herramienta es que incorporó el diseño de un modelo interfuncional desde el proveedor hasta el cliente, con indicadores de rendimiento y medidas cuantitativas, superando la actual carencia de proyección más allá de las métricas financieras (5).
Revisión de literatura
La práctica de la manufactura esbelta proviene del objetivo fundamental del sistema de producción de Toyota (SPT), que es reducir de manera perpetua el desperdicio con el fin de maximizar el flujo. Este término es universalmente aceptado para describir el incremento en el valor y la reducción del desperdicio (3). Las siete formas de desperdicio comunes en el SPT son la sobreproducción, la espera, el transporte, los procesos inapropiados, el inventario defectuoso y los movimientos innecesarios (5-6). El concepto de valor se aplica a aspectos tangibles e intangibles por los cuales el cliente está dispuesto a pagar. En un proceso de manufactura menos del 5% de las actividades en verdad agregan valor, un 35% son actividades necesarias que no generan valor y un 60% son actividades innecesarias que no agregan valor (8).
Desde que el término lean manufacturing, ʻproducción ajustada’ (esp.), empezó a utilizarse, han surgido una cantidad de modelos que abarcan distintas perspectivas con sus beneficios. Ellos incluyen el modelo de gestión de la calidad total, el modelo de control de la producción (MRP) y la reingenería de procesos de negocio. Todos son remedios practicados dentro de la empresa, que no son suficientes para obtener una transformación completa. Se limitan a programas de mejora dentro de la empresa o en la coordinación de dos empresas solamente,cCuando la verdadera necesidad yace en replicar los cambios en todas las entidades a lo largo de la cadena de abstacemiento (9).
Las actividades logísticas son el elemento de la cadena de abastecimiento que comprende el planeamiento, la implementación y el control eficientes y eficaces del almacenamiento y el flujo de bienes y servicios. Esta perspectiva se desarolló con el fin de brincar la barrera de algunos de los problemas de fragmentación anteriormente mencionados.
Al comparar métodos tradicionales con la logística esbelta, los primeros no siguen un enfoque de conjunto para el cumplimiento con un producto o servicio(9). Esta falta de integración debilita los esfuerzos hechos en procesos especificos que no impactan de manera significativa el desempeño de la cadena de abstecimiento; solamente se enfocan en mejoras puntuales(3). Esta problemática no solo se encuentra en entes internos, sino dentro de las mismas empresas, en distintos departamentos por ejemplo. Reciente literatura acerca de la logística esbelta se resume en el cuadro 1.
Cuadro 1 Estudios acerca de logística esbelta en la actualidad.
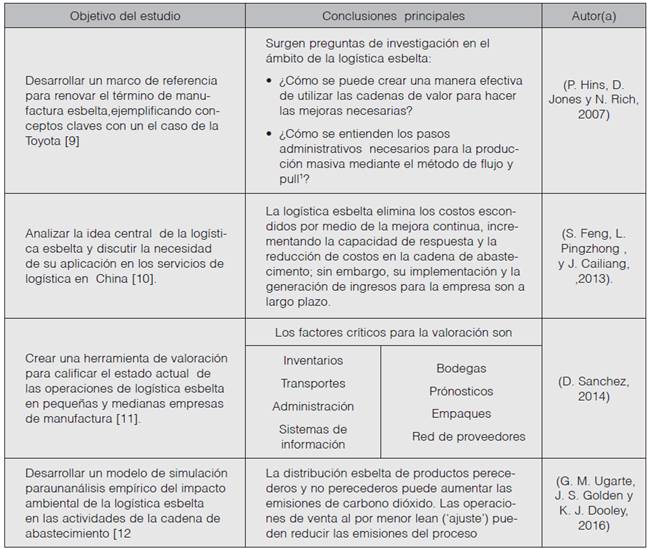
1 pull: fabricación por pedido donde la produción se basa en la demanda
La cantidad de herramientas y literatura que existe con respecto a la implementación del lean (ʻajuste’) en actividades de manufactura es basta. Sin embargo, las herramientas para monitorear la aplicación de la manufactura esbelta son limitadas.
Esta limitación es mayor dado que en la industria maderera de los Estados Unidos, la aplicación de inciativas no es mayoritaria. En una encuesta realizada en el 2010 a la industria primaria y secundaria de productos de madera en Virginia se encontró que la mayoría de empresas conocían la metodología (72%) y un fracción menor (42%) había implementado inicitivas lean (13). La resistencia de la industria madedera en los Estados Unidos puede ser explicada por el hecho que las pequeñas empresas tienden a ser reacias hacia la manufactura esbelta debido a la falta de presupuesto y suelen planificar a corto plazo, en lugar de planificar a largo plazo (13). Esta resistencia viene con un costo para la industria ya que existen factores internos y externos que afectan la competitividad, como la competencia extranjera y los altos costos de producción; no obstante, la implementación de las prácticas mencionadas es necesaria para poder enfrentar estos desafíos (14).
El objetivo de esta investigación es precisamente la implementación de la manufactura esbelta en la industria de casas de madera prefabricada, para poder reducir costos.
Aspectos metodológicos
Identificada la falta de integración entre los elementos de la cadena de valor en la revisión de litertura, se procedió a elaborar una herramienta inspirada en el mapa tradicional de ella. Se aplicó la metodología DMAIC (Definir-Medir-Analizar-Mejorar-Controlar) para estudiar un proveedor de productos de madera que abastece los estados de Virginia, Carolina del Norte, Carolina del Sur, Georgia, Tennessee y Alabama. La empresa fue seleccionada dado que es un líder en la industria. Los métodos de recolección de información incluyeron visitas a la planta de manufactura, entrevistas semiestructuradas con el personal de la empresa y la revisión de documentos de interés para la obtención de información.
Se identificaron los principales elementos de una cadena de abastecimiento. Estos elementos conforman el mapeo de la cadena de valor (VSM) que se elaboró (ver figura 1).

Cuadro 2 Medidas del desempeño óptimo.
| Medidas del desempeño óptimo | Descripción |
| Cantidad indicada | La cantidad correcta de partes/producto/ material (12). |
| Producto o parte indicada | La parte / el producto / el material adecuado se recibe en el proceso (12) (13). |
| Lugar indicado | El material /el producto/ la parte se envía al lugar indicado (12) (13). |
| Tiempo indicado | El material / el producto / la parte se envía a tiempo (13). |
| Cumplimiento de los requisitos de calidad | El material / el producto / la parte cumple con los requisitos de calidad (12) (14). |
| Precio indicado | Frecuencia con que se paga el precio pro- nosticado. Perspectiva financiera de las par- tes interesadas (12) (15). |
| Servicio satisfactorio | La satisfacción del cliente es considerada en la Fundación Europea para la Gestión de la Calidad (12) (16). |
Se implementaron medidas cuantitiativas típicas del VSM, a su vez se introdujeron otras como la cantidad de días en inventario y el costo de mantenimento del inventario. El costo de mantenimiento del inventario se determina como el 22% del valor de inventario y lo componen costos como seguro, obsolencia e inventario dañado (18).
Terminado el diseño de la herramienta y determinados los elementos del VSM con sus respectivas mediciones, se realizó un análisis de la situación actual de la empresa utilizando el modelo teórico desarrollado. Las propuestas de mejora resultaron de la comparación entre el VSM del estado actual y el VSM del estado futuro. Se culminó con un plan de implementación y un análisis económico para poder evaluar el impacto de las propuestas.
Análisis de la situación actual utilizando VSM
Durante el análisis de la situación actual se evaluó el proceso de manufactura con el fin de valorar el flujo desde el proveedor hasta el cliente. El producto que se escogió fueron las cerchas de madera para techos ya terminadas, por recomendación del encargado de producción debido a un interés específico de la empresa por esta línea.
Para poder cuantificar el volumen de madera se utilizó la medición del pie tablar1, común en los Estados Unidos.
Durante la elaboración del mapa de cadena de valor se encontró que no había una relación con el proveedor ni con el cliente, más allá de una transacción comercial. Por ende, la información que se logró recolectar fue el tiempo que duraba la orden de materia prima en ejecutarse y la duración de un envío de materia prima a la planta.
En cuanto al cliente, se logró determinar el consumo semanal, el cual era de 22,935 pies tablares2 y el tiempo de transporte de 1 día. Este tipo de relaciones aisladas eliminaban la posibilidad de trabajar de manera conjunta para mantener los niveles de inventario necesarios. Políticas como el justo a tiempo se imposibilitaban, dado que el proveedor no podía acceder a niveles de inventario del cliente para pronosticar su demanda, y viceversa. La carencia de comunicación generaba gastos innecesarios en el reabastecimiento.
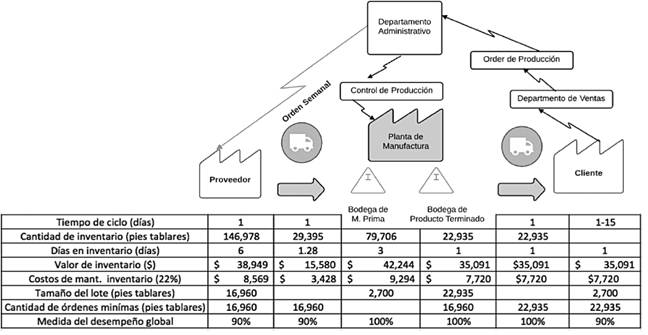
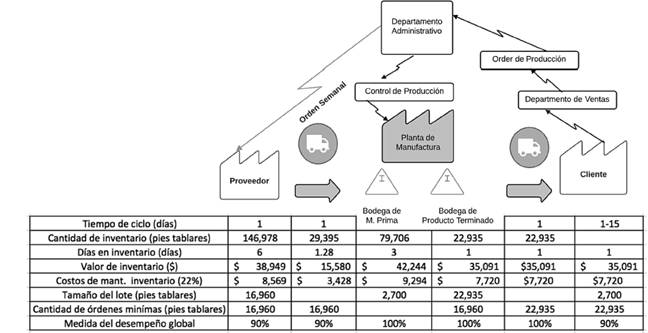
La figura 2 despliega el mapa actual de la cadena de valor de la empresa. Al recolectar los datos de la logística de entrada se determinó que el tiempo de tránsito es variable en un intervalo de un día.
Ecuación 1. Valor del inventario en tránsito de materia prima de entrada.

El promedio de días en inventario para el transporte de materia prima resulta en 1.92 días. Este se obtiene de dividir los pies tablares en tránsito por la demanda. En el momento del transporte el valor del inventario es $23,371 (ver ecuación 1). El valor del inventario se obtiene al multiplicar la cantidad de unidades en inventario por el valor de la materia prima, que es de $0.53 dólares. La orden está planificada a entrar una vez por semana y la frecuencia de llegada es también de una vez por semana. La medida de desempeño global de la orden resultó ser un 90%; calidad fue la única medida que significó problemas en un 10% de las veces.
Con una demanda diaria de 22,935 pies tablares se obtienen 6,1 días de inventario en bodega de materia prima. La bodega de materia prima mantiene un promedio de 140,000 pies tablares. Esta cantidad de pies tablares multiplicados por el valor unitario de la materia prima dan como resultado un valor de inventario de $74,200, con un costo de mantenimiento de $16,324. La medida de desempeño global es de 86%, que comprende las siguientes medidas individuales: 98% del producto, 98% del lugar y un 90% del tiempo indicado. Estas medidas representan un panorama cuantitativo y cualitativo del desempeño y permiten tomar decisiones en caso de que los cálculos desplieguen información que advierte incumplimiento de requerimientos. También se genera en este segmento una visualización simple de la inversión en inventario.
Las mismas medidas descriptivas se ejemplifican en el VSM con respecto a la bodega de producto terminado. Dado que la materia prima ya ha pasado por el proceso de manufactura, el pie tablar se valora en más, $1.53. Existen 6.67 días de inventario. El valor de inventario es de $233,939, con un costo de mantenimiento de $51,446. La medida general de desempeño que resultó es de un 100%.
La logística de salida tiene un transporte de 1 día con un inventario de 1.67 días, el cual resulta de dividir la cantidad de producto terminado enviado al suplidor entre la cantidad de días en que se despachan pedidos. El valor de dicho inventario es de $58,484 (ver ecuación 2), con un costo de mantenimiento de $12,867 y una frecuencia promedio de despacho de 5 veces en una semana.
Ecuación 2. Valor del inventario en tránsito de producto terminado

El tamaño promedio de transporte es de 16,960 pies tablares. La medida general de desempeño que se determinó es de un 100%.
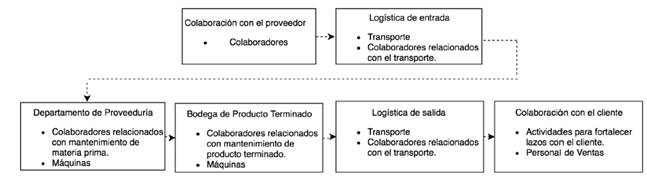
La aplicación de la herramienta permitió determinar los costos asociados con el cumplimiento, que se cuantificaron en $2,055,980 anuales; esto involucra todos los segmentos de la cadena de abastecimiento. El costo de cumplimiento es producto de la cuantificación de costos de cada elemento de la cadena de abastecimiento, subdividido como se muestra en la figura 3.
La empresa no tiene un sistema adecuado para ordenar la materia prima ni, por ende, los elevados costos de inventario. La falta de información en el mapeo de la cadena de valor (VSM) evidencia la carencia de continuidad en el flujo de la cadena de cumplimiento. Esto se traduce en una falta de coordinación que afecta negativamente los distintos elementos que conforman la cadena de abastecimiento de cerchas de madera.
Discusión
Con base en la información provista por la herramienta elaborada, se identificó como problemática principal la cantidad de materia prima que se ordenaba, comparada con la producida en una semana. La empresa no tiene un sistema adecuado para realizar las órdenes de materia prima, lo que conlleva elevados costos de inventario.
Se decidió recomendar la implementación de un modelo de inventario denominado cantidad económica de pedido (EOQ, por sus siglas en inglés), tomando en cuenta que al verificar los supuestos, estos se satisfacen. Estos consisten en que la demanda de producción es constante en el tiempo, el tiempo de espera es constante, el costo de producción es independiente de la cantidad producida y los costos de transporte son fijos. El propósito es poder establecer un sistema adecuado de manejo de inventario para poder bajar los costos asociados y resolver la falta de un reabastecimiento controlado. El modelo EOQ se escogió dado que es un modelo de inventario sencillo de implementar; sin embargo, se recomendó tomar medidas adicionales para cambiar a modelos probabilísticos que engloben todas las familias que manufactura la empresa a largo plazo.
La ecuación 1 muestra cómo se calcula el punto de re-orden. El punto de re-orden establece el nivel de inventario donde una nueva orden de material prima es emitida. En este caso, la demanda semanal de cerchas de madera es de 22,935 pies tablares, con un tiempo de ciclo para el proveedor de 2 días. El inventario de seguridad se determinó como un 25% de la producción total de la planta (28,669 pies tablares), por recomendación del encargado de producción, y se determinó un día como tiempo suficiente de capacidad de respuesta de distintos proveedores. El costo de $13 por orden fue establecido por la empresa, pero se estima de la cantidad de horas y empleados por el salario, que se emplean en realizar la orden de materia prima. La siguiente ecuación muestra cómo se calculó el punto de re-orden, que dio un resultado de 74,539 pies tablares.
Ecuación 3. Punto de re-orden.

La cantidad económica se encuentra en la ecuación 2, donde la demanda anual es de 5,504,428 pies tablares; el costo por orden, de $13 y un costo de $0,0265 asociado al mantenimiento de una unidad en inventario, en un año. Este costo asociado se obtieneo aplicando un 22% del costo de mantenimiento al precio de venta del pie tablar de producto terminado.
Ecuación 4. Modelo EOQ

La cantidad económica del pedido es de 73,489 pies tablares.
Ecuación 5. Cantidad de órdenes por año

La ecuación 3 muestra que 75 órdenes de una cantidad de 73,489 pies tablares se harán a través del año. La implementación del EOQ permitió obtener un flujo controlado de materia prima. El cuadro 3 0la proyección del modelo EOQ luego de 4 semanas de haber sido implementado. En la primera semana llegan dos pedidos (martes y viernes) y se envía una orden (miércoles). De manera análoga a la situación actual, se procedió a calcular los costos relacionados con el inventario y reflejar los cambios en la cadena de cumplimiento de las órdenes de cerchas de madera. Con dicho procedimiento se elaboró el VSM futuro.
Cuadro 3 Proyección del modelo EOQ.
| Lunes | Martes | Miércoles | Jueves | Viernes | |
| Inventario de Seguridad (25%) | 28,669 | 28,669 | 28,669 | 28,669 | 28,669 |
| Inventario | 23,418 | 73,972 | 51,037 | 28,102 | 78,656 |
| Demanda Diaria | 22,935 | 22,935 | 22,935 | 22,935 | 22,935 |
| Total | 29,152 | 79,706 | 56,771 | 33,836 | 84,390 |
El VSM futuro que se despliega en la figura 54 refleja una situación teórica basada en las recomendaciones.
En la figura 54 se visualiza la implementación del EOQ. Se proyecta que el proveedor ejecutará 2 órdenes en una semana. Al proyectar una adecuada colaboración con el proveedor, se podrá coordinar el mantener una cantidad de inventario justo a tiempo, lo cual disminuirá los costos a lo largo de la cadena de abastecimiento. Todos los indicadores de rendimiento del proveedor se proyectan en un 100%, como resultado de fortalecer las relaciones. La medida de calidad es de un 90%, dado que en el contrato se negoció con una tolerancia del 10% de incumplimiento con los requerimientos de calidad de la materia prima.
Ecuación 6. Valor del inventario en tránsito de materia prima a futuro

La logística de entrada llegaría dos veces por semana a valores de inventario y mantenimiento de inventario iguales a los del proveedor, dado que se trabaja en conjunto, eliminando excesos.
La bodega de materia prima tendría 79,706 pies tablares, incluyendo la cantidad de inventario de seguridad, el inventario y la demanda diaria. La medida de desempeño sería de un 100%, con un costo de inventario de $42,244 y un costo de mantenimiento de $9,294. La bodega de producto terminado guardaría la producción diaria del día, alojaría inventario correspondiente a un día más de producción, con un costo de inventario y de mantenimiento respectivamente de $35,091 y $7,720. Ambas bodegas se beneficiarían de una reducción de inventario en comparación con la situación actual. La medida de desempeño global para ambas sería de 100%.
La logística de salida se beneficia de la filosofía lean dado que el flujo aumentó. Lo que se produzca se despachará por día. El tiempo de tránsito y el tiempo de inventario serán de 1 día.
Ecuación 7. Valor del inventario en tránsito de producto terminado a futuro

El valor del inventario será de $35,091, con un costo de mantenimiento de $7,720. Se transportarán 22,935 pies tablares. La medida de desempeño global será de 100%.
En cuanto a la colaboración con el cliente, la cantidad producida cada día será equivalente a la producción diaria; por ende, los días en inventario, el valor del inventario y los costos de inventario serán los mismos encontrados en el transporte hasta el cliente. El ciclo de la orden variará entre 1 día y 15 días. La orden mínima será de 22,935 pies tablares y el tamaño del lote será de 2,700. La medida global de desempeño será del 90%.
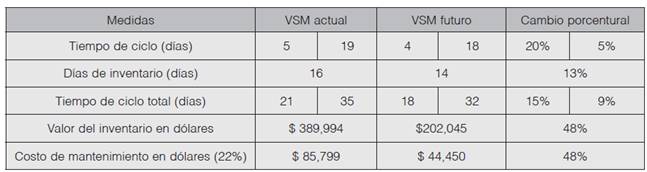
El VSM permite cuantificar de manera simple, lo cual es también una ventaja del mapa de la cadena de valor, las diferencias entre la operación actual de un conjunto de procesos logísticos y cómo podrían operar en un futuro siguiendo una serie de estrategias. Esta comparación se explica en resultados.
El mapa actual permite identificar de manera clara un valor total de inventario de $389,994 con un costo de mantenimiento total de $85,799. Con la proyección de las mejoras en el mapa futuro, se puede determinar un 48% de reducción de costos en costos de inventario. El valor del inventario disminuye en $187,948 y el costo de mantenimiento en $41,349. Esto es de suma importancia dado que el impacto económico de las actividades logísticas en la línea de producción de las cerchas de madera actualmente es de un 19% de las ventas anuales. Todo ello se atribuye al modelo de inventario. El cuadro 4 despliega la comparación entre los resultados de ambos modelos VSM.
Junto con el pedido de cantidad económica se recomendó capacitar al personal involucrado en las actividades logísticas con certificaciones en lean porque se ha comprobao en estudios recientes que se logra reducir en un 28% los costos laborales (20). Se diseñó, además, un plan de implementación que permitirá educar al personal en distintos niveles de acuerdo con el puesto que desempeñe. De acuerdo con el organigrama, el enfoque del entrenamiento de cada nivel y el costo, se determinó que se deben de implementar tres niveles de certificación: bronce para los trabajadores de planta, plata para los supervisores y, finalmente, oro para el gerente.
Con la implementación de la orden de cantidad adecuada y la certificación del personal se tendría un plan de acción para mejorar las medidas de desempeño. Análogamente, se reducirían el ciclo en cada punto de inventario y el ciclo total en un día. Los días en inventario se reducirían en 2 días meno, aun cuando en el mapa de la cadena de valor futuro se incluyen el proveedor y el cliente (ver figura 4).
El impacto económico del modelo EOQ es de $4,933 e incluye la consultoría y la capacitación. La certificación se planificó para un periodo de 5 años con un costo de $375,045, que cubre todos los gastos relacionados, y resulta en un costo de implementaciones combinado de $379,979. Calculando el valor presente neto del proyecto, se obtiene $58,988, lo cual indica su rentabilidad.
Conclusiones
Durante el periodo de 5 años que el proyecto tarda en ser incorporado, hay ahorros de $842,227, resultado del modelo EOQ y la certificación lean.
La inversión en inventario dentro de la cadena de cumplimiento de las órdenes de cerchas de madera es de $389,994, con un costo de mantenimiento de $85,799 y un ciclo promedio de 28 días. El mapa de la cadena de valor propuesto muestra una inversión en inventario de $202,045 con un costo de mantenimiento de $9,294 durante un ciclo promedio de 25 días. El porcentaje ahorrado es del 42% entre inversiones y costos de mantenimiento.
La herramienta probó ser efectiva para identificar el desperdicio y la falta de integración entre distintos elementos, lo cual indica que la cadena de cumplimiento no es vista como una entidad holística, sino segmentada. La sincronización de la cadena de cumplimiento reduce costos.

