











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Similares em
SciELO
Similares em
SciELO 
 Permalink
PermalinkIntroducción
W.C Roentgen se convirtió en el descubridor de los rayos X el 8 de noviembre de 1895 cuando observó cierta fluorescencia de cristales que se encontraban en una mesa cerca de su tubo de rayos catódicos [1] El caracterizó sistemáticamente la penetración de la radiación emitida por el tubo de rayos catódicos [2] durante noviembre y diciembre de 1895 e incluso envió cartas navideñas a sus compañeros científicos con imágenes de una mano humana (Figura 1) y objetos metálicos dentro de cajas de madera cerradas. Dichas imágenes representaban las primeras radiografías.

Posterior al descubrimiento, les fue relativamente sencillo a los científicos repetir el experimento y esto permitió ir desarrollando equipos mejorados que a su vez facilitó en ese momento la inspección de paquetes postales, porcelanas, piedras preciosas, armas e incluso se utilizó para diagnóstico médico. Los primeros equipos de rayos X no eran confiables, eran difíciles de controlar y producían muy bajas intensidades de radiación. Sin embargo, hubo un gran avance al implementarse los tubos de rayos X al alto vacío en el año 1913. A partir de ese momento se alcanzaron potenciales de 100 KV con lo cual se pudo radiografiar partes de aeronaves, construcciones hechas con madera y varios metales. En el año 1931 la Sociedad Americana de Ingenieros Mecánicos (por sus siglas en ingles ASME) permitió la utilización de los rayos X para la aprobación de soldaduras por fusión de recipientes a presión. De ahí en adelante, el hecho de contar con equipos de mayor potencia ha permitido alcanzar estudios en materiales metálicos de hasta 30 cm de espesor [3].
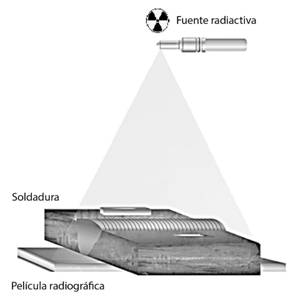
En sí la radiografía es un método para obtener una imagen de un sólido utilizando radiación de tipo X o gamma (g). La imagen obtenida es la proyección sin detalles de profundidad del sólido analizado. Las imágenes impresas en el filme se les conoce como radiografías. El contraste en una radiografía se debe a la diferencia de absorción de la radiación del objeto y depende de las variaciones de espesor, constitución química, densidad, discontinuidades o procesos de dispersión dentro del espécimen. La radiación debe ser generada y proyectada a través del objeto para obtener buen contraste y definición de la imagen, además de que se requiere acceso por ambos lados del objeto y del revelado de la información en un cuarto oscuro empleando químicos especiales [4]. En la Figura 2 se muestra la configuración empleada para una toma radiográfica de una placa soldada utilizando una fuente radiactiva y registrándose la imagen en un acetato con una emulsión fotosensible (película radiográfica).
En la actualidad, los avances tecnológicos han permitido desarrollar la radiografía digital [5] [6] que consiste en un detector en el cual la imagen obtenida por rayos X se observan directamente en una computadora sin necesidad de emplear químicos de revelado o un escaneo intermedio. En la figura 3 se muestra el equipamiento completo empleado en radiografía digital. En este método, la radiación incidente es convertida equivalentemente en cargas eléctricas y luego en una imagen digital gracias a un sensor ubicado en el detector [7]. Comparado con otros métodos de adquisición de imágenes, dicha tecnología provee una muy buena calidad de imagen gracias a su alto contraste entre las áreas de diferente densidad, convirtiéndose en una poderosa herramienta para la detección de discontinuidades en diferentes tipos de materiales [8] [9]. Las demás condiciones necesarias para una toma radiográfica deben mantenerse, como por ejemplo la fuente radiactiva, la distancia fuente-detector, el tiempo de exposición y la densidad radiográfica necesaria para obtener un contraste adecuado en la imagen.
Materiales y métodos
Con el fin de comparar las ventajas de la tecnología digital con respecto al método tradicional de radiografiado empleando una fuente de radiación de tipo X, se han sometido diferentes componentes metálicos con ciertos tipos de discontinuidades de manera que se puedan determinar las ventajas operativas y calidad de imagen entre ambos métodos de inspección. En la Figura 4 se muestran los materiales empleados en el ensayo que constan de dos tubos de acero inoxidable y una placa de acero al carbono, las cuales presentan soldaduras y algunas discontinuidades artificiales.
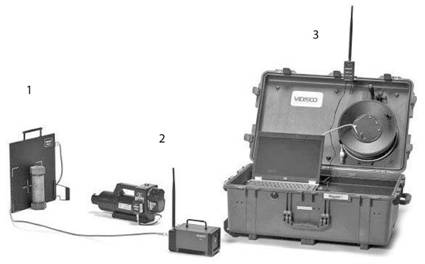
Figura 3 Configuración utilizada en radiografía digital con emisor de rayos X de pulsos: (1) detector y pieza en estudio, (2) fuente radiactiva, (3) centro de procesamiento de la información empleando computadora portátil.
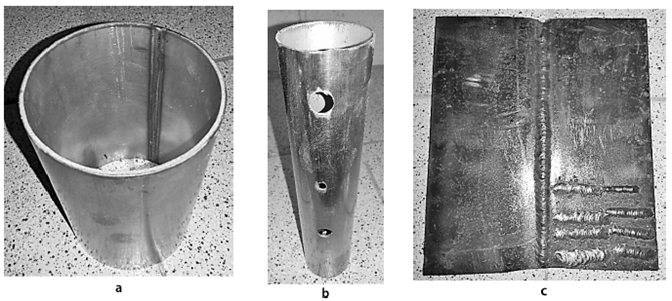
Figura 4 Piezas con diferentes configuraciones: (1) tubo de acero inoxidable con soldadura longitudinal, (2) tubo de acero inoxidable con agujeros de diferentes diámetros, (3) placa de acero con soldadura longitudinal.
Piezas para ensayo
Para el experimento se emplearán tres tipos de probetas cuyas características son las siguientes:
Tubo de acero inoxidable AISI-304 con soldadura longitudinal, espesor de pared de 2,65 mm, diámetro externo de 102,75 mm y largo total de 151,86 mm.
Tubo de acero inoxidable AISI-304 con agujeros, espesor de pared de 1,15 mm, diámetro externo de 50,92 mm y largo total de 150,36 mm.
Placa de acero AISI 1020 con soldaduras longitudinales y transversales obtenidas mediante soldadura manual eléctrica con electrodo revestido, espesor de pared de 12,60 mm, ancho de 260,13 mm y un largo de 300,54 mm.
Equipo de rayos X
Radiografía tradicional: se utiliza un tubo de rayos X marca Toshiba, modelo EX 250 G2, con potencial máximo de 250 KV y corriente de filamento variable. El peso del tubo es de 50 Kg.
Radiografía digital: se utiliza un generador marca Vidisco con potencial máximo de 270 KV y corriente ajustable. El peso del equipo es de 5,4 Kg.
Película/detector
Radiografía tradicional: se emplean placas radiográficas Structurix D7, con pantallas intensificadoras de plomo, ancho de película de 7 cm y revelado manual.
Radiografía digital: se emplea un detector o caset RazorX Pro de 360x330x 13 mm, con un peso de 3,5 Kg y un área efectiva de imagen de 222x222 mm. Resolución de 3,5 lp/mm (líneas por mm).
Condiciones de exposición
Las condiciones de exposición de las piezas a la radiación tanto para la radiografía tradicional como para la digital se muestran en la Figura 5.
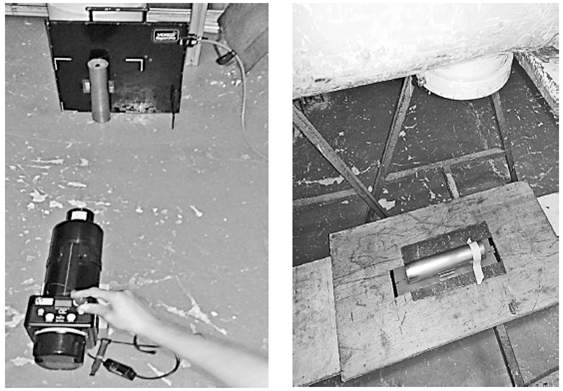
Figura 5 Condiciones de exposición y colocación de los equipos en ambos métodos. A la izquierda el método digital donde se observa el caset o detector y a la derecha el método tradicional donde se observa el tubo y la placa radiográfica.
Método tradicional
Tubo con soldadura longitudinal
- Distancia fuente-película: 70 cm
- Indicadores de calidad de imagen (ICI): agujeros #7 y #15; de hilo ASTM SET B
- Kilovoltaje: 140 KV
- Miliamperaje: 3 mA
- Tiempo de exposición: 1,75 minutos
Tubo con agujeros
- Distancia fuente-película: 70 cm
- Indicadores de calidad de imagen (ICI): agujeros #7 y #15; de hilo ASTM SET B
- Kilovoltaje: 120 KV
- Miliamperaje: 3 mA
- Tiempo de exposición: 1,2 minutos
Placa soldada
- Distancia fuente-película: 70 cm
- Indicadores de calidad de imagen (ICI): agujeros #7 y #15; de hilo ASTM SET B
- Kilovoltaje: 200 KV
- Miliamperaje: 4 mA
- Tiempo de exposición: 2 minutos
Radiografía digital
Tubo con soldadura longitudinal
- Distancia fuente-película: 70 cm
- Indicadores de calidad de imagen (ICI): agujeros #7 y #15; de hilo ASTM SET B
- Kilovoltaje: 70 KV
- Miliamperaje: 4 mA
- Tiempo de exposición: 8 segundos
Tubo con agujeros
- Distancia fuente-película: 70 cm
- Indicadores de calidad de imagen (ICI): agujeros #7 y #15; de hilo ASTM SET B
- Kilovoltaje: 70 KV
- Miliamperaje: 4 mA
- Tiempo de exposición: 5 segundos
Placa soldada
- Distancia fuente-película: 70 cm
- Indicadores de calidad de imagen (ICI): agujeros #7 y #15; de hilo ASTM SET B
- Kilovoltaje: 100 KV
- Miliamperaje: 4 mA
- Tiempo de exposición: 12 segundos
Revelado
- Radiografía tradicional: se emplean líquidos de revelado marca Agfa, con tiempo de revelado de 5 minutos, tiempo de fijado de 10 minutos y tiempo de secado de 60 minutos.
- Radiografía computarizada: no requiere revelado
Evaluación
- Radiografía tradicional: se observan las placas con una fuente de luz de 800 lux. Se mide la densidad radiográfica y se obtiene un valor promedio de 2 unidades (adimensional) para todas las películas. Las placas se fotografían para obtener un registro digital de la imagen.
- Radiografía computarizada: se emplea el software Xbit de Vidisco.
Resultados
Las imágenes obtenidas por ambos métodos se muestran en las figuras 6, 7 y 8.
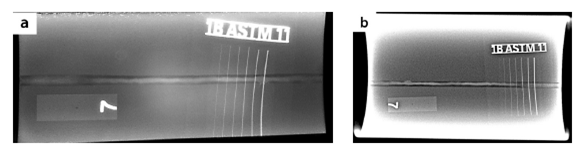
Figura 6 Comparación entre la placa radiográfica obtenida mediante el método tradicional (1) y empleando radiografía digital (2), para el tubo de acero inoxidable AISI-304 con soldadura longitudinal.
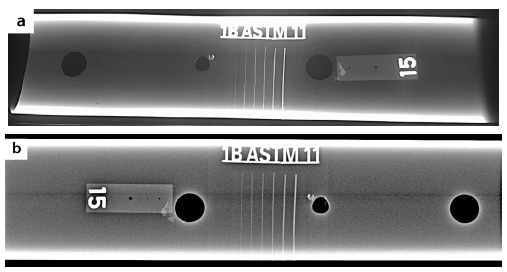
Figura 7 Comparación entre la placa radiográfica obtenida mediante el método tradicional (1) y empleando radiografía digital (2), para el tubo de acero inoxidable AISI-304 con agujeros.
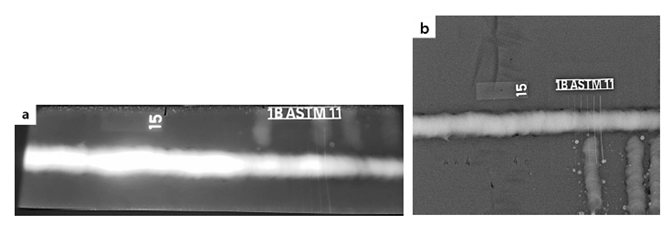
Figura 8 Comparación entre la placa radiográfica obtenida mediante el método tradicional (1) y empleando radiografía digital (2), para la placa de acero AISI-1020 soldada longitudinalmente.
Desde el punto de vista de operación, para el caso de la radiografía tradicional se deben emplear equipos de mayor peso que los generadores empleados en radiografía digital. Un equipo de rayos X de última generación con potencial de 270 KV puede pesar alrededor de los 30 kg por lo que se podría establecer un ahorro de peso cercano al 70 % para los equipos digitales (generador más detector). La condición de peso es fundamentalmente importante sobre todo en los trabajos que se realizan en campo, ya que el posicionamiento del tubo muchas veces requiere de equipo especial o mano de obra para ejecutar esta acción. Otra consideración importante es el hecho de que el detector o caset tiene una forma plana lo que no permite adaptarse completamente a la geometría de la pieza como sí lo hacen las películas empleadas en método tradicional. En cuanto a tiempos de exposición, la radiografía digital ofrece una sustancial reducción de los tiempos para conseguir una imagen de alta definición. Los tiempos de radiografiado se ven reducidos para el caso nuestro hasta en un en un 95% lo que tiene como consecuencia una reducción de ese mismo nivel de la tasa de dosis absorbida por el operario a la hora de exponerse a las radiaciones ionizantes. El revelado es una parte del proceso que se evita en el caso de la tecnología digital, trayendo consigo una consecuencia positiva para el medio ambiente al ahorrarse los químicos de revelado, que si bien es cierto la mayoría de éstos no son contaminantes, en todo caso es preferible no utilizarlos y así obtener un ahorro en consumibles y espacio físico por no ser necesario tener un cuarto oscuro para el revelado. Además del ahorro del tiempo de revelado y su costo, una de las principales mejoras con el hecho de emplear software para el tratamiento de la información obtenida es el aumento significativo en la resolución y definición de las imágenes, además de poder mejorar la definición de los detalles que se desean resaltar. No existe una forma de calcularlo en términos de porcentaje, sino que este efecto puede observarse gracias al empleo de indicadores de calidad de imagen (agujeros e hilos). Una condición aceptable es trabajar con un nivel de sensibilidad 2T correspondiente al agujero de diámetro intermedio del indicador, lo cual significa que eventualmente se podría observar una discontinuidad igual o mayor a ese diámetro. En las imágenes obtenidas con radiografía digital se logra apreciar con mucho detalle el agujero de menor diámetro (1T), lo cual indica que el nivel de sensibilidad aumenta.
Conclusiones
Con el empleo de la radiografía digital se puede obtener un ahorro en tiempo efectivo de la realización de una toma radiográfica de un 95% respecto de la radiografía convencional.
El ahorro de tiempo de radiografiado empleando métodos digitales incrementa la seguridad de los operarios por el hecho de emplear potenciales menores y tiempos de exposición muy cortos (menores dosis absorbidas).
La radiografía digital es un método más amigable con el medio ambiente puesto que no utiliza químicos de revelado ni pantallas intensificadoras de plomo.
Las imágenes obtenidas digitalmente tienen una muy alta definición lo cual permite detectar discontinuidades de menor tamaño al mismo tiempo que facilita la interpretación del inspector, guardar los trabajos realizados y el resultado es inmediato.
Los equipos empleados en radiografía digital al ser más pequeños, permiten una mayor portabilidad y alimentación eléctrica por medio de baterías, lo cual facilita las labores de transporte a campo, posicionamiento y evita depender de instalaciones eléctricas.
Los casetes o detectores empleados pueden ser reutilizados por lo que se pueden realizar varias tomas con el fin de obtener la imagen más representativa sin necesidad de aumentar los costos por compra de radiografías.

