










 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Similars in
SciELO
Similars in
SciELO 
 Permalink
PermalinkIntroducción
En las últimas décadas ha aumentado la necesidad de disminuir las emisiones de gases de efecto invernadero, y con esto se ha venido desarrollando una variedad de nuevas fuentes energéticas a nivel mundial (Razuan et al., 2011; Stelte et al., 2011a). En este sentido, ha surgido un mercado dedicado a la fabricación de biocombustibles con productos como pellets o briquetas (Stelte et al., 2011b; Lee et al., 2011).
Los pellets mejoran considerablemente las condiciones de la biomasa, dado que aumentan la densidad energética, ya que poseen bajos contenidos de humedad y de cenizas; disminuyen los costos de transporte y almacenamiento y permiten una estandarización de tamaños y composición, dando como resultado una mayor facilidad en la alimentación de hornos domésticos e industriales (Filbakk et al., 2011; Stelte et al., 2011c).
Por otra parte, los residuos (virutas, aserrín y astillas) producidos en aserraderos son las materias primas utilizadas hoy en día para la producción de pellets (Stelte et al., 2011c; Stahl & Berghel, 2011). Cupressus lusitanica y Tectona grandis son especies forestales de amplio uso en la reforestación comercial en Costa Rica, debido principalmente a la calidad de su madera y a su rápido crecimiento (Cornelius et al., 1996; Murillo et al., 2001). C. lusitanica se caracteriza por poseer altos valores de índice de combustibilidad y de PC, así como bajos contenidos de cenizas (Moya & Tenorio, 2013). Por su parte, T. grandis presenta valores de índice de combustibilidad y PC más bajos, sin embargo, posee un potencial energético importante debido a los altos volúmenes de desechos o residuos que se obtienen en las distintas industrias (Moya et al., 2014). Ambas especies tienen un proceso de combustión con etapas bastante definidas (pirolisis, ignición, fin de llama e inicio de incandescencia), lo que las hace aptas para procesos de combustión en los que se necesite generar calor (Tenorio & Moya, 2013).
En la actualidad, son muchas las investigaciones realizadas relacionadas con la producción de pellets y sus características a nivel mundial. Dichos estudios se concentran en diversos aspectos, tales como (i) procesos de fabricación (Nielsen et al., 2009a; Filbakk et al., 2011), (ii) mejora de las condiciones por agregar aditivos o bien tratar la biomasa antes o durante la fabricación de los pellets (Nielsen et al., 2009b; Stelte et al., 2011b) como, por ejemplo, la torrefacción (Stelte et al., 2011a); (iii) evaluación de la calidad de los pellets fabricados en aspectos energéticos, físicos, mecánicos y químicos (Bergström et al., 2008; Stahl & Berghel, 2011) y (iv) evaluación del proceso de combustión y de emisiones de los pellets (Lee et al., 2011).
En países de climas templados existe una amplia variedad de información acerca de las distintas especies utilizadas en el proceso de fabricación de pellets, así como de sus características. Sin embargo, este no es el caso de los países tropicales, donde se han estudiado pocas especies y se limitan apenas a eucalipto o pinos tropicales (Soto & Núñez, 2008). En Costa Rica, los pellets han ganado popularidad, dado que algunas industrias buscan la conversión de la producción de calor de fuentes fósiles a fuentes de carácter renovable, para así alcanzar el carbononeutralidad.
Sin embargo, estas empresas hasta el momento no cuentan con el conocimiento sobre las propiedades de las especies que se podrían utilizar en la fabricación de los pellets ni sus características de procesamiento. El uso de los residuos obtenidos en el procesamiento de la madera de especies como C. lusitanica y T. grandis es una opción para producir energía a través de procesos de combustión de pellets en Costa Rica. Es por ello que el presente trabajo tiene como objetivo evaluar el comportamiento de los residuos industriales obtenidos del procesamiento de trozas de estas dos especies en la producción de pellets de 6 mm de diámetro, y evaluar las características de los pellets obtenidos de acuerdo con cuatro aspectos: propiedades energéticas (poder calórico, cenizas y contenido de humedad), propiedades físicas (largo, diámetro, densidad, densidad aparente y absorción), propiedades mecánicas (resistencia a la compresión, durabilidad) y la calidad del pellet por radiografía de rayos X y la variación de la densidad por densitometría de rayos X.
Materiales y métodos
Materiales y procedencia
Se utilizaron residuos maderables de C. lusitanica y de T. grandis. Los residuos de C. lusitanica se tomaron del proceso de aserrío del aserradero propiedad de Alfredo Orozco, ubicado en la provincia de Cartago (Costa Rica), mientras que los de T. grandis provinieron de la Industria Maderera Abancarí, ubicada en la provincia de Guanacaste (Costa Rica). Dichos residuos estaban formados por despuntes, costillas y los sobrantes del reaserrío de las trozas.
Proceso de fabricación de los pellets y eficiencia en el proceso
El proceso de producción de los pellets se llevó a cabo en la empresa PELLETICS (http:// pelletics.com/), ubicada en Muelle de San Carlos en la provincia de Alajuela (Costa Rica). La Figura 1 presenta el proceso de fabricación de los pellets, desde el momento en que el material (costillas, despuntes, sobrantes de reaserrío) llega a la planta hasta el peletizado. Dicho proceso puede consultarse en Aragón-Garita et al. (2016).
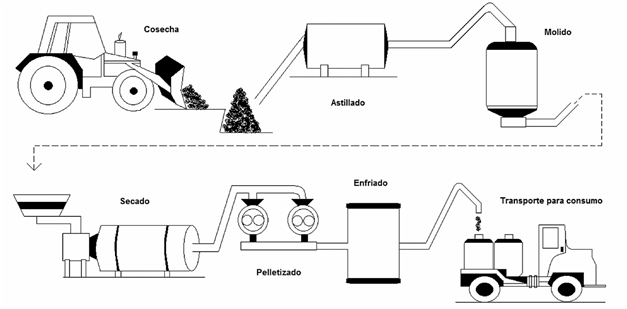
Los residuos obtenidos en el proceso de aserrío fueron astillados utilizando una astilladora marca JENZ, modelo AZ 50. Posteriormente, se llevó a cabo el proceso de molido del material astillado, utilizando una matriz de anillo fijo con agujeros de 15 mm de diámetro, marca KAHL. El material granulado fue secado hasta un contenido de humedad de 8% para C. lusitanica y de 14% para T. grandis, utilizando un tambor rotatorio (12 m de longitud x 3 m de largo) calentado con aire caliente a 400 °C. Por último, el proceso de peletizado se efectuó en una máquina marca KAHL, modelo 35780, que consta de una matriz de anillo fijo de 780 mm de diámetro, con agujeros de 6 mm de diámetro y 30 mm de largo, con tres rodillos cilíndricos giratorios, la cual alcanza una temperatura durante el proceso de 120 °C.
La eficiencia se refiere a la cantidad en peso de las partículas que ingresan al proceso de peletizado y la cantidad de pellets (peso) que se obtienen con un tamaño superior a 4,75 mm.
Para determinar el porcentaje de eficiencia del proceso, se pesaron todas las partículas secas (astillas) antes de ingresar al peletizado y luego se recogió y tamizó todo el material peletizado en una malla de 4,75 mm (malla No. 4). Se pesaron los pellets resultantes con tamaños mayores al mencionado. La eficiencia fue determinada por la proporción del peso real de los pellets entre el peso de las partículas antes de ingresar a la peletizadora.
Evaluación de los pellets
Evaluación de la calidad y densidad de los pellets
La calidad fue analizada mediante la presencia de fisuras en el pellet y para ello se utilizaron imágenes de rayos X. Dichas imágenes de rayos X para el estudio de calidad del pellet se realizaron con un equipo marca Hewlett Packard, modelo Faxitron LX-60, con una distancia de 12 cm entre la fuente de rayos X y las muestras. Las condiciones de exposición fueron de 15 segundos a una tensión de 30 KV en el tubo.
Determinación de las propiedades energéticas
El poder calórico (PC) se determinó sin presencia de agua (0% CH y se definió como PC neto. Para esta determinación se utilizaron 10 pellets, seleccionados de manera aleatoria entre los pellets fabricados, con un peso de aproximadamente 0,60 g. La determinación del PC se determinó usando la prueba calorimétrica de Parr`s mediante la norma ASTM D-5865 (ASTM, 2003a). En relación con el porcentaje de cenizas, se tomaron aleatoriamente de los pellets fabricados 10 muestras de pellets de 2 g y se llevó a cabo el procedimiento detallado en la norma ASTM D 1102-84 (ASTM, 2003b). El contenido de humedad (CH) de los pellets fue determinado utilizando una balanza de humedad modelo MB45, marca OHAUS, que define la humedad con relación al peso inicial.
Determinación de las propiedades físicas
Las propiedades físicas determinadas fueron largo y diámetro del pellet, porcentaje de absorción agua, densidad aparente, cantidad de pellets en 100 gramos y la variación en sentido longitudinal y transversal de los pellets por densitometría de rayos X. Para determinar el largo, diámetro y absorción de humedad se utilizó una muestra representativa de 30 pellets, y para la cantidad de pellets en 100 gramos se utilizaron 10 muestras. Para la determinación del porcentaje de absorción de humedad, se colocaron los pellets en un desecador con una solución saturada de nitrato de potasio a 22 °C (CH de equilibrio de 21%). Los pellets se pesaron semanalmente hasta que tuvieran un peso constante. Las muestras se pesaron antes y después de este período. El porcentaje de absorción se calculó de acuerdo con la ecuación 1:

En la determinación de la densidad aparente, se tomó un beaker de 500 ml y se le fueron agregando poco a poco pequeñas cantidades de pellets hasta completar los 500 ml; finalmente, se determinó el peso de los pellets que ocupaban dicho volumen. La densidad aparente se determinó mediante la relación entre el peso y el volumen que ocupaban los pellets.
En cuanto a la variación de la densidad por densitometría de rayos X en sentido longitudinal y transversal, se utilizó una muestra de 10 pellets, mediante un escáner de rayos X marca Quintek Measurement Systems Inc., modelo QTRS-01X. Las condiciones de exposición se realizaron a una tensión de 7 KV en el tubo y se hicieron lecturas de densidad durante 1 segundo cada 40 µm. Los pellets fueron acondicionados a un CH de 12% y posteriormente se les determinó el peso, diámetro y largo, para el cálculo de su densidad real. Seguidamente, las muestras por cultivo se colocaron de manera horizontal sobre el soporte incluido por el equipo y se radiografiaron con el fin de determinar su perfil de densidad en sentido longitudinal. En la determinación de densidad en sentido transversal, se cortaron secciones transversales del pellet a un espesor de unos 1,80 mm y también se radiografiaron. La densidad del pellet se determinó usando un escáner de rayos X (Quintek Measurement Systems Inc., QTRS-01X).
Determinación de las propiedades mecánicas
Las pruebas mecánicas que se determinaron fueron la durabilidad mecánica, la resistencia a la compresión y la friabilidad. Para el cálculo de la durabilidad mecánica se utilizó la norma DD CENT/TS 15210-1:2005 (BSI, 2005). Para este ensayo se tomaron 10 muestras representativas de 500 gramos de pellets, los cuales se tamizaron en un tamiz con un tamaño de abertura de 3,36 mm para eliminar las partículas finas. Las muestras tamizadas se colocaron en el equipo propuesto por la norma a una velocidad de 50 rpm durante 10 min. Posteriormente se retiró la muestra y se volvió a tamizar y pesar. La durabilidad se calculó usando la siguiente fórmula:

Para determinar la resistencia a la compresión se seleccionaron aleatoriamente 10 pellets con una longitud aproximada de 13 mm. Dicha prueba se realizó en sentido lateral del pellet, de acuerdo con la metodología propuesta por Aarseth y Prestlokken (2003). En esta prueba se aplica la carga de compresión a una velocidad de 0,02 mm/s. Se reporta la carga vs la deformación del pellet y el esfuerzo máximo utilizando la siguiente fórmula:
Análisis estadístico
Se desarrolló un análisis descriptivo (media, desviación estándar, valores máximos y mínimos) para las variables involucradas: largo y diámetro de pellets, PC, cenizas, CH, densidad aparente, porcentaje de absorción, durabilidad, esfuerzo de compresión y densidad longitudinal y transversal. Además, se verificó si las variables cumplían con los supuestos de la distribución normal, homogeneidad de las varianzas, así como la presencia de datos extremos. Se aplicó el procedimiento de análisis de varianza (IBM SPSS Statistics) para verificar la existencia de diferencias significativas entre los promedios de las variables (P<0.05) y se realizó la prueba de Tukey para determinar las diferencias estadísticas entre las medias.
En cuanto a los valores de densidad por rayos X, los valores brindados por el equipo fueron corregidos con la densidad promedio real del pellet, previamente determinada por la medición de su peso, largo y diámetro. Se determinó un factor de corrección (ecuación 4) y se corrigió la densidad con la ayuda de la ecuación 5. Con los valores de la densidad corregida se construyeron los perfiles de densidad en sentido longitudinal y transversal, con el fin de establecer patrones de variación.

Resultados
Eficiencia del proceso de peletizado
La eficiencia del proceso de peletizado (relación entre la cantidad de pellets producidos y el peso de las partículas antes de peletizar) para C. lusitanica fue de un 25% y en T. grandis el porcentaje fue menor, de un 20%.
Evaluación de calidad
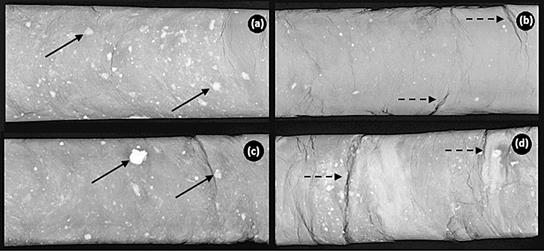
La evaluación de calidad, utilizando imágenes de rayos X, muestra que los pellets de ambas especies tienen algunas irregularidades o fisuras en su superficie y se observan zonas de mayor claridad, en forma de puntos o manchas blancas (Fig. 2). Los pellets de C. lusitanica (Fig. 2a,b) se caracterizan por poseer zonas de mayor claridad y pocas fisuras de corto tamaño en su superficie. Pero se observó que en la superficie de los pellets de T. grandis se presenta un mayor número de zonas de mayor claridad, además de fisuras de mayor profundidad y largo (Fig. 2c,d).
Propiedades energéticas, físicas y mecánicas de los pellets
Las propiedades energéticas, físicas y mecánicas de los pellets se muestran en el Cuadro 2 y las Figuras 2, 3 y 4. Se observa que en los parámetros evaluados se presentaron diferencias estadísticas entre las especies, con excepción del diámetro y de los valores de densidad real transversal y longitudinal (Fig. 4). Además de estas diferencias en los valores promedios, también se observa una diferencia en el coeficiente de variación (CV) de los parámetros. En el caso de las propiedades energéticas, T. grandis presenta valores de CV menores a 3,67%, pero en C. lusitanica hay una alta variación, especialmente en el CH y el PC (Cuadro 2).
Cuadro 2 Propiedades energéticas, físicas y mecánicas obtenidas para los pellets de C. lusitanica y T. grandis.
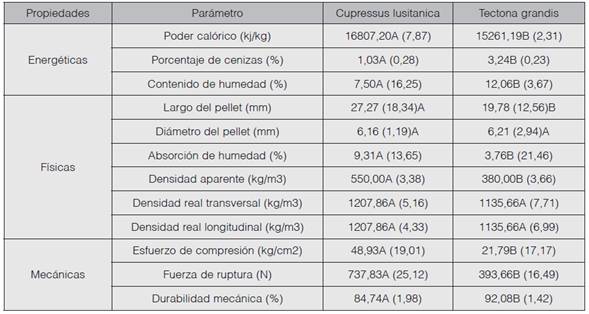
Nota: los números entre paréntesis corresponden al coeficiente de variación. Las letras diferentes significan diferencias estadísticas a un α = 0,05.
En la evaluación de las propiedades físicas, en el parámetro del largo se encontró que los pellets de C. lusitanica tuvieron un diámetro y largo promedio de 6,16 mm y 27,27 cm, respectivamente; mientras que para T. grandis se obtuvo un diámetro promedio de 6,21 mm y un largo de 19,78 cm (Cuadro 2 y Fig. 3). En el caso del diámetro, no se presentó diferencia significativa entre las especies; mientras que en el largo sí hubo diferencias, no solo en el promedio (Cuadro 2) sino también en la distribución de los largos y en su variación (Fig. 3a,b). En C. lusitanica (Fig. 3a), la distribución de los largos de los pellets mostró que un alto porcentaje (aproximadamente 76%) presenta longitudes de entre 20,5 a 32,5 cm, mientras que en un bajo porcentaje estos son menores a 20,5 cm. La distribución del largo de los pellets de T. grandis demostró que un alto porcentaje (cerca del 90%) tiene de 15,5 cm a 24,5 cm (Fig. 3b), mientras que el resto se ubica entre 24,5 y 30,5 mm. Con relación a la variación del largo, se observa que en los pellets de C. lusitanica es mayor, de 17,5 cm a 38,5 cm; mientras que para T. grandis se sitúa entre 15,5 cm y 30,5 cm.
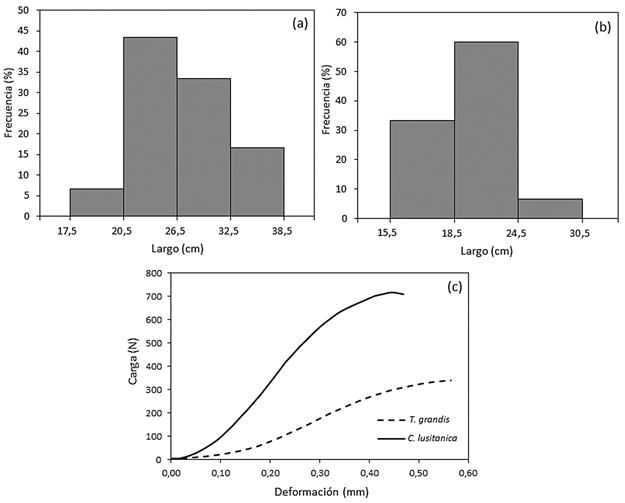
Figura 3 Distribución de largos para los pellets de (a) C. lusitanica y (b) T. grandis, y (c) gráficos de carga vs deformación para los pellets.
Para el CH, el valor de C. lusitanica fue estadísticamente menor que el obtenido en T. grandis (Cuadro 2). La capacidad de absorción y la densidad aparente en los pellets de C. lusitanica son estadísticamente mayores que los de T. grandis.
Al evaluar la densidad por densitometría de rayos X en los pellets, se encontró que el promedio tanto en sentido transversal como longitudinal de C. lusitanica fue estadísticamente superior al valor de densidad de T. grandis (Cuadro 2). Así mismo, la variación de la densidad, medida por el coeficiente de variación, en los pellets de T. grandis fue mayor en comparación con los de C. lusitanica (Cuadro 2). Este comportamiento puede observarse por los perfiles de variación de la densidad (Fig. 4). Los pellets de C. lusitanica presentaron mayor uniformidad que los de T. grandis. Esto significa que en C. lusitanica la densidad es similar, tanto en el sentido del diámetro como en la longitud (Fig. 4a,b) y, por el contrario, los pellets de T. grandis presentan una mayor variabilidad en estos dos sentidos (Fig. 4c,d). Finalmente, se encontró que las regiones más claras coinciden con los valores más altos de densidad (Fig. 4c).

Figura 4 Variación de la densidad (a) transversal y (b) longitudinal de los pellets de C. lusitanica y (c) transversal y (d) longitudinal de los de T. grandis.
En cuanto a las propiedades mecánicas, el esfuerzo en compresión y la fuerza de ruptura para los pellets de C. lusitanica fueron estadísticamente superiores a los de T. grandis. Dicho comportamiento puede observarse en la curvas de carga vs deformación, donde los pellets de C. lusitanica requieren una mayor carga para lograr la misma deformación en comparación con los de T. grandis. (Fig. 3c). En los parámetros de durabilidad, por el contrario, C. lusitanica presenta menor valor que en T. grandis (Cuadro 2).
Discusión de resultados
Eficiencia del proceso de peletizado
Los bajos porcentajes de eficiencia encontrada (25% en C. lusitanica y 20% en T. grandis) podrían estar relacionados con múltiples factores. Uno de ellos, y quizás el más importante, es la utilización de matrices adecuadas. Theerarattananoona et al. (2011) indican que el tamaño de los rodillos y el diámetro de los agujeros de la matriz poseen un efecto en el resultado final del proceso de peletizado, pues influencian la presión y fuerza con que el material granulado entra y se comprime en la matriz y, por lo tanto, en la cantidad de material molido que se convierte en pellet. Otros factores que también pueden influenciar la eficiencia del proceso de peletizado son el tamaño y CH de las partículas, los cuales influyen en la forma en que las partículas que conforman los pellets se unen (Carone et al., 2011; Filbakk et al., 2011, Nielsen et al., 2009a; Larsson et al., 2008). Bajos CH pueden provocar temperaturas muy altas en la matriz, causando una rápida descomposición térmica en la superficie de los pellets, lo que resulta en problemas de peletizado (Larsson et al., 2008). Por el contrario, si el CH es muy alto, los pellets tienden a desmoronarse, como consecuencia de la excesiva presión interna del vapor generado en su interior (Rhén et al., 2005; Nielsen et al., 2009a). De forma que es necesario que el material astillado posea un CH óptimo, considerado entre 9% y 12% (Bergstrom et al., 2008). En el caso de C. lusitanica, el CH del material astillado fue de aproximadamente 8%, que se encuentra por debajo del rango óptimo y podría ser el causante de la baja eficiencia. De igual forma para T. grandis, cuyo CH del material astillado fue de 14%, valor que supera el rango óptimo, lo que provocó que muchos de los pellets se desmoronaran y eso afectara la eficiencia del proceso.
De acuerdo con los resultados anteriores y para lograr una mayor eficiencia en el proceso de peletizado, es necesario controlar el CH del material antes de peletizar. Según diversos autores, este valor óptimo puede variar de acuerdo con el tipo de especie y los ajustes utilizados en el proceso de producción (Bergstrom et al., 2008; Lee et al., 2013). Para las especies que se usaron en este estudio, un CH de entre 10% y 12% sería considerado óptimo utilizando la matriz de 6 mm; este CH mejoraría la calidad de los pellets y, por lo tanto, su eficiencia.
Evaluación de la calidad de los pellets
Un parámetro relevante en la calidad del pellet es la presencia de fisuras en la superficie, ya que representan la susceptibilidad a la rotura (Stelte et al., 2011b). En este estudio se determinó que tanto los pellets de C. lusitanica como los de T. grandis presentaron fisuras en su superficie, sin embargo, en esta última eran de mayor tamaño y profundidad (Fig. 4), por lo que es posible que sean susceptibles a la rotura. No obstante, este parámetro no está correlacionado con la durabilidad mecánica de los pellets, porque los de T. grandis presentaron una durabilidad mecánica mayor que los de C. lusitanica. Sin embargo, parece ser que la calidad del pellet sí tiene un efecto en los parámetros de compresión, ya que los pellets de C. lusitanica presentaron una mayor resistencia a la compresión que los de T. grandis (Cuadro 2).
La calidad superficial de los pellets está relacionada con el CH del material antes de peletizar (Fasina, 2008; Theerarattananoona et al., 2011). Fasina (2008) menciona que la humedad de las partículas al momento de peletizar fortalece los enlaces entre partículas, pero cuando la humedad no es apropiada disminuye la fuerza capilar entre partículas, lo que da como resultado poca unión en la estructura del pellet y eso genera grietas. Como se mencionó anteriormente, ninguna de las dos especies evaluadas presenta un CH del material astillado dentro del rango señalado (9% a 12%), de ahí que ambas presenten fisuras.
Otro aspecto importante que se ha señalado en la calidad del pellet es la presencia de zonas de mayor claridad (Fig. 2), que están asociadas a una alta densidad, como es el caso de los pellets de T. grandis (Fig. 4c,d). Dichas regiones son producto de la variación estructural y de tamaño de las partículas granuladas y de las características de presión y fuerza propias del proceso de peletizado (Mani et al., 2006a).
Evaluación de las propiedades energéticas, físicas y mecánicas de los pellets
Uno de los parámetros más importantes para caracterizar una sustancia como combustible es el PC, ya que se refiere a la cantidad de unidades de energía producida por la combustión de una unidad de masa de un combustible (Telmo & Lousada 2011). Telmo y Lousada (2011) señalan valores de PC para pellets de maderas suaves, como Cedrus atlantica, en el rango de 19660,02 kJ/kg a 20360,45 kJ/kg, y para pellets de maderas duras, como Fagus sylvatica, de 17631,66 kJ/kg a 20809,47 kJ/kg. Para este estudio, tanto los pellets de C. lusitanica como los de T. grandis presentaron valores de PC menores a los señalados por estos autores (Cuadro 2). De acuerdo con la norma ASTM D-5865 (ASTM, 2003a) el PC de los pellets debe ser de alrededor de 11591 kJ/kg, valor más bajo que el obtenido para los pellets de C. lusitanica y T. grandis en este estudio. Sin embargo, los requerimientos de las normas europeas en cuanto al PC son más altos, y establecen valores de PC en un rango de 17,500 a 19,500 kJ/kg (FAO, 2012), de forma que los pellets fabricados en este estudio no satisfacen las exigencias de los estándares de las normas europeas.
Las diferencias de PC entre C. lusitanica y T. grandis podrían explicarse por las características propias de las especies. Al respecto, algunos estudios indican que especies con altos contenidos de resinas y extractivos tienden a presentar valores altos de PC (Demirbas, 2009; White, 1987). C. lusitanica, al ser una conífera, se conoce por sus altos contenidos de extractivos, lo que se traduce en un potencial calorífico mayor al de T. grandis.
El contenido de cenizas en la madera también es una característica importante que afecta la capacidad de combustión de una sustancia. Una alta cantidad de cenizas en la madera la hace menos deseable como combustible (Jain & Singh 1999; Kataki & Konwar 2002; Kumar et al., 2009); además cuando el porcentaje de cenizas supera el 4% puede conducir a la corrosión de los quemadores o calderas y causar el desgaste de los equipos por abrasión (Mande, 2009). Los contenidos de cenizas obtenidos para ambas especies (Cuadro 2) determinados mediante la norma ASTM D-1102-84 (ASTM, 2003b) no cumplen con el 0,5% permitido por la norma DIN 51731 (Stolarski, 2007). En este caso, los pellets de C. lusitanica presentaron un porcentaje de cenizas menor al de los de T. grandis (Cuadro 2), lo que se traduce en un PC mayor.
Existen muchas opiniones acerca del CH que deben tener los pellets para presentar un buen desempeño; usualmente contienen entre 8% y 12% (Lehtikangas, 2001; Kaliyan & Morey, 2009). El CH de los pellets fabricados en este estudio se encuentra cercano al rango señalado. Los pellets de C. lusitanica obtuvieron un CH de 7,50% y los de T. grandis de 12,06%. Las diferencias encontradas entre los CH de los pellets de las especies es el resultado del CH del material granulado antes de peletizar y del proceso de peletizado (Lehtikangas, 2001; Rhén et al., 2005). En este caso, tanto los pellets de C. lusitanica como los de T. grandis se fabricaron bajo las mismas condiciones de presión y temperatura, mientras que el material granulado de T. grandis presentaba un CH mayor al de C. lusitanica, de modo que al final del proceso, el alto CH del material granulado de T. grandis le provocó a sus pellets un CH más alto que al de los de C. lusitanica.
En relación con la capacidad de absorción de agua, Fasina (2008), en un estudio de pellets, señala que el punto óptimo de absorción de humedad es de 3% a 5%, y que un aumento adicional de la humedad absorbida podría resultar en una disminución de sus características de calidad y fuerza. La capacidad de absorción obtenida en este caso para C. lusitanica fue de 9,31% y de 3,76% para T. grandis (Cuadro 2), lo que significa que los pellets de T. grandis se encuentran dentro del rango señalado, caso contrario a los de C. lusitanica, que poseen una capacidad de absorción mayor. Por otra parte, las diferencias en la capacidad de absorción de agua entre las especies pueden explicarse por los CH que poseen los pellets; aquellos con CH altos tienden a absorber una menor cantidad de agua, mientras que los de CH bajos tienden a absorber más.
En el caso específico de C. lusitanica, la densidad aparente (550 kg/m3) puede considerarse normal según los datos reportados por Theererattananoona et al., (2011) para pellets fabricados de rastrojo de maíz, pajas de trigo y tallos de sorgo, para los cuales se señala una variación de 479 kg/m3 a 649 kg/m3, pero en T. grandis el valor obtenido (380 kg/m3) es inferior a lo mencionado por dichos autores. Las diferencias entre la densidad aparente de C. lusitanica y T. grandis se pueden explicar por dos aspectos: (i) el peso específico de la especie y (ii) el efecto del CH. En el caso del peso específico, el de C. lusitanica es de 0,43 (Moya & Muñoz, 2010), lo cual hace que tenga una densidad aparente mayor que la obtenida por los pellets de T. grandis, cuyo peso específico es de 0,60 (Moya et al., 2014). En relación con el CH, diversos autores apuntan que un aumento en el CH de los pellets resulta en una disminución lineal de la densidad aparente (Mani, 2006b; Fasina, 2008). En el caso específico de este estudio C. lusitanica presentó un CH de 7,50%, mientras que T. grandis mostró una humedad estadísticamente superior (12,6%); de manera que al presentar C. lusitanica un menor CH, resulta con una mayor densidad aparente, contrariamente a T. grandis, que con un mayor CH obtuvo una densidad aparente menor.
Los perfiles de densidad para las dos especies señalan las variaciones tanto en sentido transversal como longitudinal (Fig. 3). En el caso de C. lusitanica no se observan grandes variaciones de densidad en ninguno de los sentidos, lo que puede ser validado por su bajo coeficiente de variación (Cuadro 2). Sin embargo, para T. grandis es posible observar zonas de mayor densidad como resultado de la presencia de regiones de mayor claridad en la superficie (Fig. 4c), lo que arroja un coeficiente de variación mayor al de C. lusitanica. Como se comentó anteriormente, la presencia de estas regiones claras y su alta densidad es producida por las variaciones en el tamaño y distribución de las partículas. Algunos estudios indican que cuanto menor sea el tamaño de las partículas, mayor será la densidad de los pellets, sin embargo, si dicho tamaño no es uniforme, es posible que se presenten variaciones de densidad (Lehtikangas, 2001; Rhén et al., 2005; Larsson et al., 2008; Bergstrom et al., 2008; Serrano et al., 2011).
Las propiedades mecánicas de los pellets, especialmente la resistencia a la compresión, están influenciadas por su CH y por los parámetros de presión y temperatura utilizados durante el proceso de peletizado (Rhén et al., 2005; Gilbert et al., 2009; Serrano et al., 2011). Como ya se indicó, el proceso de peletizado fue el mismo para ambas especies, de ahí que el único factor que podría afectar la resistencia a la compresión de los pellets es su CH. Las diferencias en cuanto a los parámetros de compresión encontradas entre ambas especies pueden ser relacionadas con el CH de los pellets. De acuerdo con Rhén et al. (2005), el esfuerzo de compresión aumenta conforme disminuye el CH de los pellets, de ahí que los pellets de C. lusitanica con menor CH presenten un esfuerzo de compresión y una fuerza de ruptura mayor (Cuadro 2, Fig. 3c).
La durabilidad se define como la capacidad de los pellets para soportar cargas destructivas y fuerzas durante el transporte (Tabil & Sokhansanj, 1996). Este parámetro se considera aceptable cuando su valor es mayor a 80%, mediano cuando se encuentra entre 70% y 80% y bajo cuando es menor a 70% (Colley et al., 2006). Al aplicar estos conceptos a la durabilidad obtenida en los pellets de C. lusitanica y T. grandis, que fue superior al 80% en ambos casos, se puede afirmar que los pellets fabricados con estas especies son de durabilidad alta. Valores altos de durabilidad dan como resultado una disminución en los riesgos asociados a explosiones por fuego durante el transporte o almacenamiento de los pellets, así como en las emisiones de polvo, de igual forma, evitan problemas en los sistemas de alimentación de estos (Temmerman et al., 2006).
Las diferencias encontradas en los valores de durabilidad entre las dos especies (Cuadro 2) pueden ser explicadas considerando nuevamente el CH. Se ha reportado que la durabilidad aumenta conforme aumenta el CH, hasta alcanzar un punto óptimo y que, una vez que se supera este punto, la durabilidad y fuerza de los pellets disminuye (Kaliyan & Morey, 2009; Lee et al., 2013). Al respecto, Colley et al. (2006), al estudiar los efectos que posee el CH en las características físicas de los pellets de hierbas de mijo, encontraron que los pellets con contenidos de humedad de 8,6% obtuvieron la durabilidad más alta. Resultados similares se obtuvieron en este estudio, en el cual los pellets de T. grandis con un CH de 12,06% obtuvieron un porcentaje de durabilidad mecánica mayor que los de C. lusitanica, cuyo CH fue de 7,50% (Cuadro 2).
En síntesis, es posible observar que los pellets de T. grandis poseen una mayor durabilidad, sin embargo, en el caso del esfuerzo de compresión y de la fuerza de ruptura, parece ser que superaron el punto óptimo de humedad, ya que presentan valores menores a los obtenidos por C. lusitanica (Cuadro 2).
Conclusiones
La eficiencia del proceso de peletizado fue de 25% para C. lusitanica y de 20% para T. grandis, valores que se consideran muy bajos.
En la evaluación de calidad de los pellets, los de C. lusitanica se caracterizan por poseer zonas de mayor claridad y pocas fisuras de corto tamaño en su superficie, pero los de T. grandis presentan un mayor número de zonas de mayor claridad y fisuras de mayor profundidad y largo.
En la evaluación de las propiedades físicas, los pellets de C. lusitanica tuvieron un diámetro y largo promedio de 6,16 mm y 27,27 cm, respectivamente, y los de T. grandis un diámetro de 6,21 mm y un largo de 19,78 cm. La variación del largo en los pellets de C. lusitanica fue de 17,5 cm a 38,5 cm, mientras que para T. grandis fue de 15,5 cm a 30,5 cm. El CH de los pellets de C. lusitanica fue estadísticamente menor que el valor obtenido en T. grandis. La capacidad de absorción y la densidad aparente en C. lusitanica es estadísticamente mayor a la de T. grandis.
En los pellets de C. lusitanica la densidad es similar, tanto en el diámetro como en la longitud, por lo que se consideran más uniformes. Por el contrario, los pellets de T. grandis presentan una mayor variabilidad de densidad en estos dos sentidos, lo que los hace menos uniformes.
En cuanto a las propiedades mecánicas, el esfuerzo en compresión y la fuerza de ruptura para los pellets de C. lusitanica fueron estadísticamente superiores a los de T. grandis. En los parámetros de durabilidad, por el contrario, C. lusitanica presenta un valor menor que en T. grandis.

